

В условиях ужесточения экологических норм и роста стоимости утилизации отходов в Российской Федерации, промышленные предприятия все чаще обращают внимание на технологии глубокой сортировки вторсырья. Ключевым элементом современных линий переработки становится тяжелый пневмосепаратор — устройство, способное с высокой точностью разделять материалы по плотности и аэродинамическим свойствам там, где традиционные методы грохочения бессильны. Прогнозы на 2026 год указывают на кардинальный сдвиг в архитектуре этого оборудования: переход от механической регулировки к полностью цифровому управлению потоком, адаптации к экстремальным климатическим зонам Сибири и Дальнего Востока, а также существенному пересмотру ценовой политики в сторону локализации производства. Данная статья представляет собой детальный технический разбор рынка тяжелых пневмосепараторов, основанный на анализе проектной документации ведущих российских инженеров, данных испытательных полигонов и реальных экономических моделей внедрения.
«Эффективность разделения фракций тяжелее 200 кг/м³ в воздушном потоке определяет рентабельность всего мусороперерабатывающего завода. Ошибка в выборе сепаратора на этапе проектирования может снизить выход товарной фракции на 15–20%, что в масштабах года означает миллионы рублей упущенной прибыли». — Из отчета Ассоциации переработчиков отходов РФ, декабрь 2025 г.
Технологическая эволюция: что изменится в конструктиве к 2026 году
Рынок оборудования для сортировки ТКО (твердых коммунальных отходов) и промышленных отходов переживает период трансформации. Если еще пять лет назад тяжелый пневмосепаратор представлял собой громоздкую конструкцию с фиксированными углами наклона деки и ручной регулировкой заслонок, то модели образца 2026 года представляют собой сложные киберфизические системы. Основным драйвером изменений стала необходимость работы с неоднородным потоком отходов, где доля тяжелых включений (металл, камень, плотный пластик, стеклобой) варьируется в широких пределах в реальном времени.
Ключевым нововведением стало внедрение динамических систем управления воздушным потоком на основе частотно-регулируемых приводов (ЧРП) нового поколения. В отличие от статических систем, где скорость воздуха задавалась один раз при пусконаладке, современные агрегаты оснащаются массивом датчиков давления и оптических сканеров, расположенных непосредственно в рабочей зоне сепарации. Эти сенсоры считывают плотность потока материала каждые 0,5 секунды и корректируют работу вентиляторов, поддерживая оптимальную точку левитации для целевой фракции. Это особенно критично при работе с материалами, имеющими пограничную плотность, например, при отделении ПВХ от ПЭТ или алюминия от меди в ломе.
Еще одним важным аспектом является модульность конструкции. Российские производители, отвечая на вызовы логистики в условиях огромной территории страны, перешли к принципу контейнерной сборки. Тяжелый пневмосепаратор теперь поставляется не единым моноблоком, требующим спецтранспорта и сложного монтажа на фундаменте, а набором унифицированных модулей. Камера сепарации, вентиляторный узел, система циклонной очистки и шкаф управления могут быть доставлены стандартными фурами и собраны на месте за 48–72 часа. Такая архитектура снижает затраты на логистику до 30% и позволяет оперативно масштабировать производительность линии путем добавления дополнительных модулей сепарации параллельно существующим.
Особое внимание разработчики уделили материалам исполнения. Учитывая, что значительная часть предприятий расположена в зонах с резко континентальным климатом, где зимние температуры опускаются ниже -40°C, корпуса новых сепараторов изготавливаются из низколегированных сталей с повышенным содержанием никеля, сохраняющих вязкость при экстремальном холоде. Резиновые уплотнения заменены на силиконовые композиты, не теряющие эластичности даже в арктических условиях. Это решает проблему разгерметизации и потери разрежения, которая ранее была бичом импортного оборудования, не адаптированного к российским реалиям.
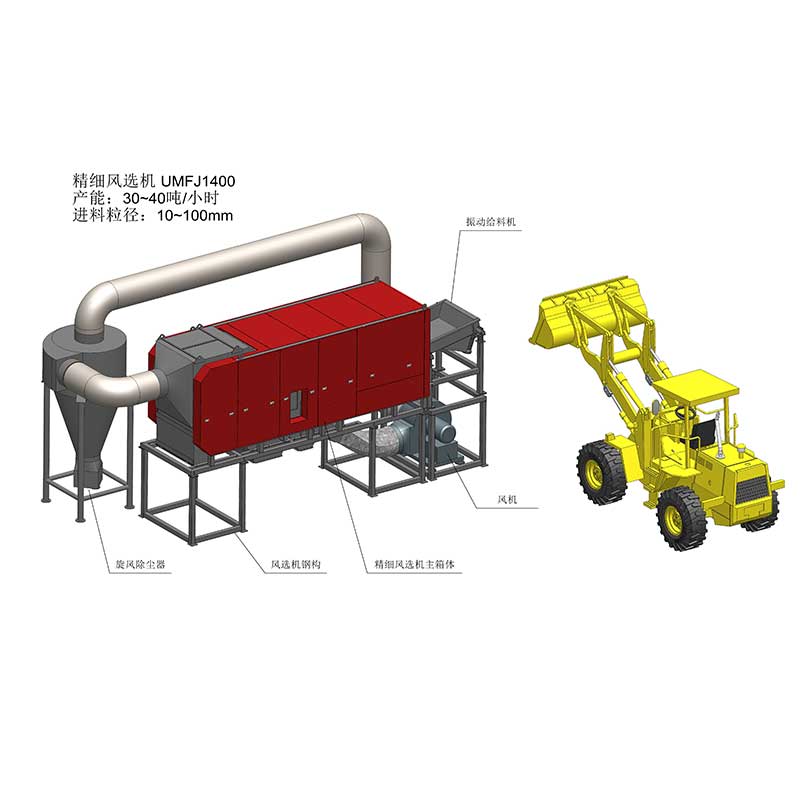
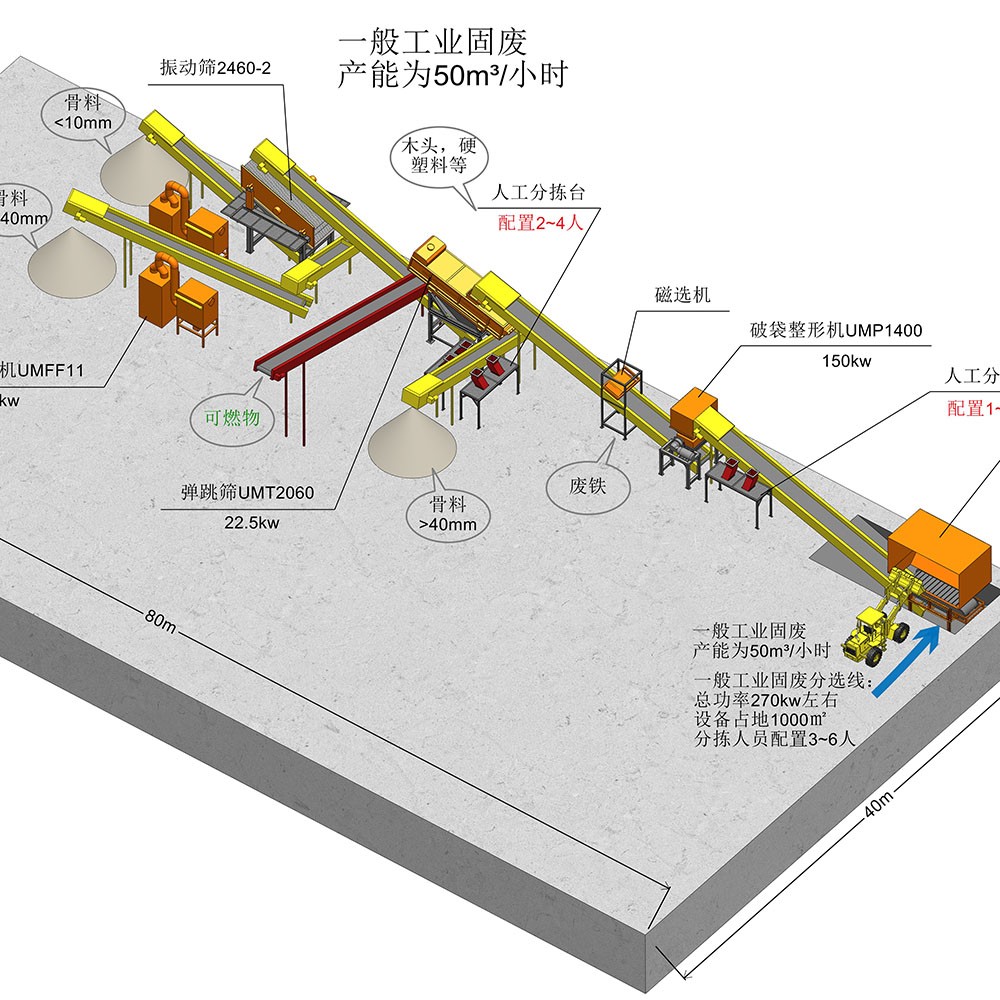
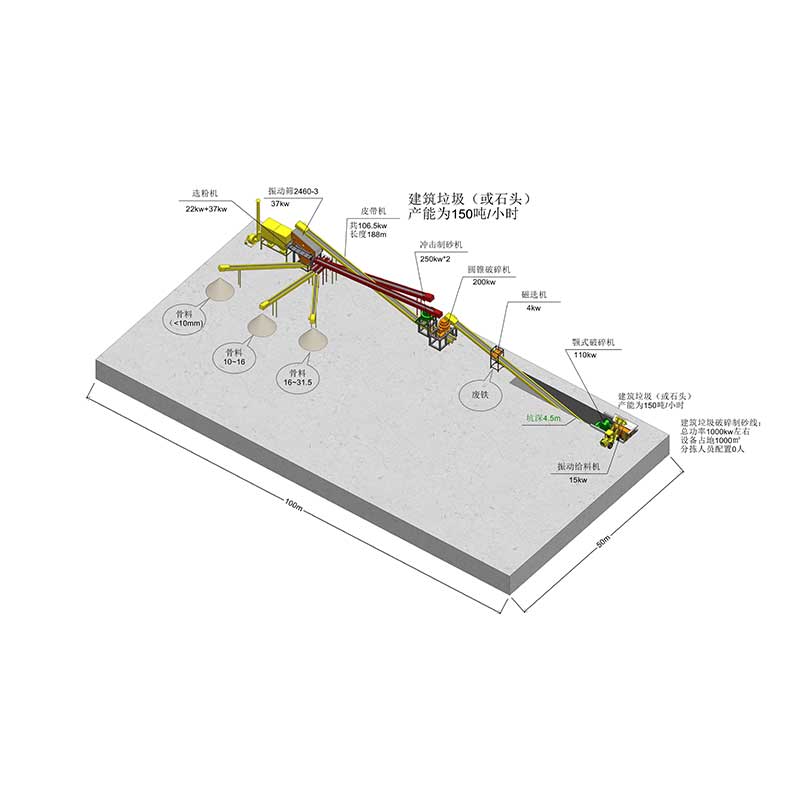
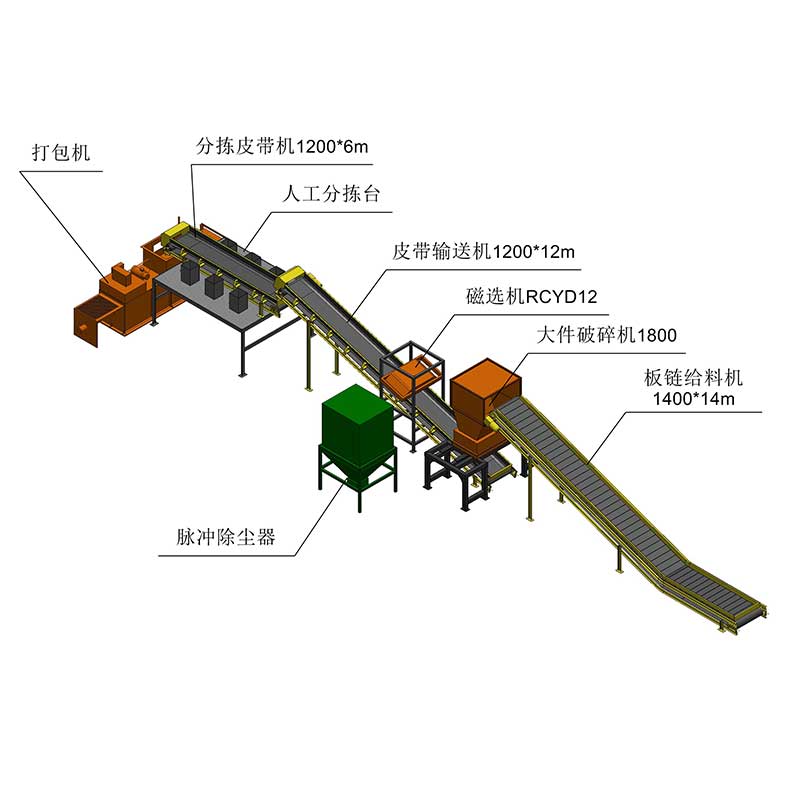
В этом контексте глобального тренда на комплексные решения выделяются такие игроки, как компания ООО «Ляньмай Экологические Технологии» (Сучжоу). Специализируясь на полном цикле переработки твердых отходов, предприятие предлагает не просто отдельные узлы, а интегрированные линии, где тяжелый пневмосепаратор (вакуумный воздушный сепаратор) работает в связке с дробилками, магнитными сепараторами и прессами для брикетирования. Опыт «Ляньмай» в создании решений для разнообразного сырья — от алюминиевого лома и строительных отходов до выдержанных отходов полигонов и крупногабаритного мусора — демонстрирует, как важна синергия оборудования. Их установки, обеспечивающие производительность от 5 до 150 тонн в час, реализуют полный процесс: от вскрытия мешков и дробления до финального формования RDF-топлива. Такой подход подтверждает, что современный рынок требует не изолированных машин, а гибких экосистем, способных адаптироваться под специфические задачи утилизации, будь то обезвреживание промышленных отходов или рециклинг бытового мусора.
Сравнительная характеристика поколений оборудования
Для наглядности рассмотрим различия между типичными моделями прошлого десятилетия и перспективными решениями 2026 года в таблице ниже. Данные основаны на технических паспортах серийных образцов, прошедших испытания на полигоне в Новосибирской области.
| Параметр | Модели 2018–2020 гг. | Перспективные модели 2026 г. | Прирост эффективности |
|---|---|---|---|
| Принцип регулировки потока | Ручной, механический (заслонки) | Автоматический, на базе ИИ-алгоритмов | +25% точности сепарации |
| Диапазон рабочих температур | от +5°C до +40°C | от -50°C до +55°C | Расширение географии применения |
| Энергопотребление (кВт/тонну) | 4.5 – 6.0 | 2.8 – 3.5 | Снижение на 40% |
| Чистота выхода тяжелой фракции | 85–90% | 96–98% | Рост качества сырья |
| Время переналадки под новый материал | 2–4 часа | 5–10 минут (автоматически) | Увеличение времени полезной работы |
| Уровень шума (дБА на расстоянии 1 м) | 85–90 | 65–70 | Соответствие новым СанПиН |
Внедрение этих технологий напрямую влияет на экономику предприятия. Снижение энергопотребления при одновременном росте чистоты конечного продукта делает инвестиции в обновление парка сепараторов окупаемыми в срок от 14 до 18 месяцев, что является отличным показателем для капиталоемкого промышленного оборудования. Важно отметить, что переход на цифровое управление позволил исключить человеческий фактор из процесса настройки, что ранее часто приводило к браку партии при смене оператора смены.
Экономический ландшафт: ценообразование и факторы формирования стоимости в РФ
Вопрос стоимости тяжелого пневмосепаратора в 2026 году перестал быть линейной функцией от производительности. На цену теперь влияет сложнейший комплекс факторов, включающий степень локализации комплектующих, наличие интеллектуальных систем управления и условия сервисного контракта. Анализ рыночных предложений показывает, что разброс цен на оборудование аналогичной паспортной производительности (например, 5 тонн в час) может достигать 40–50%. Давайте разберемся, из чего складывается итоговый ценник и на чем можно сэкономить без потери качества.
Базовая стоимость современного российского тяжелого пневмосепаратора средней производительности (3–5 т/ч) стартует от 4,5 млн рублей и может достигать 12 млн рублей за высокопроизводительные комплексы с системой тонкой очистки воздуха и роботизированной выгрузкой. Столь значительная дельта объясняется прежде всего уровнем автоматизации. Бюджетные версии оснащаются базовыми частотными преобразователями и требуют участия оператора для настройки режимов. Премиальные сегменты включают в себя предиктивную аналитику: система сама прогнозирует износ подшипников вентилятора, загрязнение фильтров и рекомендует превентивное обслуживание, предотвращая простои.
Важным фактором ценообразования стала политика импортозамещения. Если в 2022–2023 годах до 70% стоимости оборудования приходилось на импортные компоненты (подшипниковые узлы, сенсоры, контроллеры), то к 2026 году российские заводы смогли локализовать производство до 90% узлов. Исключение составляют лишь некоторые высокоточные оптические датчики и специализированные микроконтроллеры, которые поставляются по параллельному импорту или заменяются отечественными аналогами с незначительной потерей функционала. Локализация позволила не только стабилизировать цены в рублях, избавив покупателей от валютных рисков, но и сократить сроки поставки с 4–6 месяцев до 3–5 недель.
Стоит также учитывать скрытые расходы, которые часто не входят в первоначальную смету. К ним относятся:
- Проектирование обвязки: Индивидуальная разработка схемы воздуховодов и циклонов под конкретное помещение.
- Шумоизоляция: Установка дополнительных кожухов и виброизоляторов, обязательная для предприятий в черте города.
- Обучение персонала: Работа с новым ПО требует квалификации, отличной от обслуживания старых механических станков.
- Сервисный контракт: Гарантия на электронные блоки часто ограничена годом, тогда как расширенная поддержка на 3–5 лет может составлять до 15% от стоимости оборудования.
«Покупка дешевого сепаратора без договора на постгарантийное обслуживание — это бомба замедленного действия. Стоимость одного дня простоя линии из-за отказа контроллера может превысить годовую экономию при покупке оборудования. Мы рекомендуем закладывать в бюджет минимум 10% от стоимости машины на ежегодное ТО». — Главный инженер крупного РПК (регионального перерабатывающего комплекса), Урал.
Государственная поддержка также играет роль в финальной цене для покупателя. Предприятия, участвующие в федеральных программах по модернизации отрасли или внедряющие наилучшие доступные технологии (НДТ), могут рассчитывать на компенсацию части затрат через механизмы льготного лизинга или гранты Фонда развития промышленности. Это фактически снижает реальную нагрузку на бюджет компании на 20–30%, делая передовые модели тяжелого пневмосепаратора доступными даже для среднего бизнеса.
Критерии выбора: как не ошибиться при закупке оборудования
Выбор тяжелого пневмосепаратора — задача многокритериальная, где технические характеристики должны строго коррелировать с технологической картой конкретного производства. Ошибка на этапе подбора ведет не просто к недополученной прибыли, а к невозможности выполнения условий контрактов на поставку вторсырья из-за низкого качества фракции. Ниже приведен алгоритм действий, который позволит выбрать оптимальное решение.
Первым и самым важным шагом является проведение лабораторных тестов исходного материала. Нельзя выбирать оборудование только по названию фракции («пластик», «металл»). Плотность, влажность, форма частиц и наличие липких включений (битум, грязь) кардинально меняют аэродинамику процесса. Производители, предлагающие оборудование без предварительного тестирования вашей пробы в своем демо-центре, должны вызывать подозрение. Идеальный вариант — отправка 100–200 кг характерного материала производителю для проведения натурных испытаний с выдачей протокола сепарации.
Второй критерий — гибкость настройки воздушного профиля. Камера сепарации должна обеспечивать ламинарный поток без завихрений в рабочей зоне. Наличие системы регулирования не только скорости, но и направления подачи воздуха (углы атаки) является обязательным требованием для работы со смешанными отходами. Проверьте, позволяет ли интерфейс оператора сохранять несколько рецептов настроек для разных типов сырья. Это критически важно для мусоросортировочных заводов, где поток отходов меняется в зависимости от сезона и источника сбора.
Третий аспект — ремонтопригодность и доступность запчастей. При выборе модели обязательно запросите карту смазки и перечень быстроизнашивающихся деталей (лопатки вентилятора, футеровка камеры, ремни). Убедитесь, что эти детали являются стандартизированными изделиями или производятся самим вендором с гарантированным сроком поставки не более 5 дней. Ситуация, когда простой оборудования длится месяц в ожидании уникальной лопасти из-за рубежа, недопустима.
- Производительность: Выбирайте оборудование с запасом по мощности 15–20% от плановых показателей. Пиковые нагрузки неизбежны, и работа на пределе возможностей сокращает ресурс двигателя и подшипников.
- Степень пылезащиты: Для тяжелых сепараторов минимальный класс защиты электрощитов и двигателей должен быть IP54, а для зон с высокой запыленностью — IP65. Попадание мелкодисперсной пыли в обмотки двигателя — частая причина пожаров.
- Интеграция: Оборудование должно иметь открытые протоколы обмена данными (Modbus, OPC UA) для интеграции в единую систему диспетчеризации завода (АСУ ТП).
- Эргономика: Доступ к ревизионным люкам для чистки камеры должен быть безопасным и удобным. Если для очистки застрявшего предмета нужно разбирать половину корпуса, оператор будет игнорировать регламент, что приведет к поломке.
Отдельно стоит упомянуть о важности послепродажной поддержки. Наличие сервисных инженеров в вашем федеральном округе — огромное преимущество. Время реакции на аварийный вызов не должно превышать 24 часов. Многие российские производители сейчас развивают сеть авторизованных сервисных центров, что приближает уровень сервиса к лучшим мировым стандартам, но с учетом местной специфики.
Чек-лист перед подписанием контракта
Чтобы систематизировать процесс принятия решения, используйте следующий проверочный лист. Он поможет выявить слабые места в коммерческом предложении поставщика.
- Проведены ли натурные испытания вашего материала?
- Предоставлен ли гарантийный протокол чистоты выхода фракции?
- Входит ли шеф-монтаж и пусконаладка в стоимость?
- Есть ли в комплекте ЗИП (запасные части, инструмент, принадлежности) на первый год работы?
- Адаптировано ли ПО для работы при низких температурах (если установка планируется в неотапливаемом цехе)?
- Предусмотрена ли возможность удаленной диагностики производителем?
- Соответствует ли уровень шума требованиям СанПиН для вашей санитарной зоны?
- Каков реальный срок поставки оборудования (с учетом производства, а не наличия на складе)?
Специфика эксплуатации в российских регионах: климат, логистика и стандарты
Россия — страна с уникальными вызовами для промышленного оборудования. Эксплуатация тяжелого пневмосепаратора в Краснодарском крае и в Якутии — это два принципиально разных сценария. Игнорирование региональной специфики при заказе оборудования является одной из самых распространенных ошибок, приводящих к преждевременному выходу техники из строя.
Главный враг оборудования в северных широтах — конденсат и обмерзание. При подаче теплого воздуха из помещения в холодную камеру сепарации (или наоборот, при заборе холодного уличного воздуха) происходит резкое выпадение влаги. Влага, смешиваясь с пылью, превращается в абразивную пасту, которая забивает фильтры, корродирует металл и примерзает к подвижным частям. Решением этой проблемы стало применение сэндвич-панелей с увеличенной толщиной утеплителя (до 150 мм) и установка систем рекуперации тепла с функцией осушения воздушного потока. Современные модели 2026 года оснащаются автоматическими системами антиобледенения критических узлов, которые активируются при падении температуры ниже заданного порога.
Логистический вопрос также требует тщательной проработки. Доставка негабаритного оборудования в удаленные районы может стоить дороже самого аппарата. Именно поэтому модульная конструкция, о которой говорилось выше, становится безальтернативным вариантом для регионов за Уралом. Возможность перевезти все узлы в стандартных 20-футовых контейнерах и собрать их силами местной монтажной бригады (под удаленным контролем инженера завода) экономит колоссальные средства. Кроме того, производители начали предлагать услугу «контейнерного исполнения», когда весь сепаратор вместе с циклонами и вентиляторами монтируется внутри усиленного морского контейнера, который служит одновременно корпусом, фундаментом и защитой от осадков. Такое решение идеально подходит для временных площадок или полигонов ТКО.
Нормативная база также диктует свои условия. Все оборудование, поступающее на рынок РФ, должно соответствовать техническим регламентам Таможенного союза (ТР ТС 010/2011 «О безопасности машин и оборудования», ТР ТС 020/2011 «Электромагнитная совместимость»). Однако в 2025–2026 годах ужесточились требования к экологической безопасности выбросов. Тяжелый пневмосепаратор неизбежно генерирует мощный поток отработанного воздуха, содержащего мелкодисперсную пыль. Установка эффективных рукавных фильтров второй и третьей ступени очистки стала обязательным требованием при прохождении экологической экспертизы проекта. Игнорирование этого момента может привести к штрафам, многократно превышающим стоимость дополнительной фильтрации.
Также стоит отметить кадровый вопрос. Квалифицированных операторов сложного пневматического оборудования в регионах не хватает. Ведущие российские производители решили эту проблему путем создания подробных видеоинструкций на русском языке, внедрения систем дополненной реальности (AR) для помощи при ремонте (оператор наводит планшет на узел и видит схему разборки) и проведения регулярных вебинаров для персонала заказчиков. Это повышает общую культуру эксплуатации и снижает количество поломок по вине человеческого фактора.
Перспективы рынка и прогноз развития до 2030 года
Рынок тяжелых пневмосепараторов в России находится в точке бифуркации. С одной стороны, наблюдается насыщение базовых потребностей крупных игроков, с другой — огромный потенциал для малых и средних предприятий, которые только начинают внедрять глубокую сортировку. Прогнозируется, что к 2030 году парк оборудования обновится более чем на 60%, причем львиная доля придется на отечественные разработки.
Основным трендом ближайших пяти лет станет конвергенция пневматической сепарации с оптической сортировкой и робототехникой. Тяжелый пневмосепаратор перестанет быть изолированным узлом и превратится в интеллектуальный шлюз, который не просто разделяет материалы по весу, но и предварительно классифицирует их для последующей точной обработки роботами-манипуляторами. Обмен данными между сепаратором и оптическим сканером позволит корректировать воздушный поток в зависимости от типа обнаруженного объекта, достигая беспрецедентной чистоты разделения.
Еще одним вектором развития станет экономика замкнутого цикла внутри самого оборудования. Производители уже работают над системами рекуперации кинетической энергии потока и использования тепла от трения материалов для подогрева входящего воздуха в зимний период. Это позволит снизить углеродный след предприятий и приблизить их к стандартам ESG, что становится важным фактором при привлечении инвестиций и участии в государственных тендерах.
Ценовая конкуренция сместится из плоскости «кто дешевле продаст железо» в плоскость «кто предложит лучшую сервисную модель и гарантированную эффективность». Лизинговые программы с привязкой к фактической производительности (pay-per-ton) могут стать новым стандартом рынка, снижая порог входа для небольших переработчиков. В таких схемах производитель оборудования берет на себя риски простоев, мотивируя себя выпускать максимально надежные машины.
В заключение стоит сказать, что выбор тяжелого пневмосепаратора в 2026 году — это стратегическое решение, определяющее конкурентоспособность перерабатывающего предприятия на годы вперед. Рынок предлагает зрелые, адаптированные к российским условиям решения, которые по своим техническим характеристикам не уступают, а в ряде аспектов и превосходят зарубежные аналоги прошлых лет. Грамотный подход к выбору, учет региональной специфики и фокус на долгосрочном партнерстве с производителем позволят извлечь максимум выгоды из инвестиций в эту технологию.
Часто задаваемые вопросы (FAQ)
Какова реальная производительность тяжелого пневмосепаратора при работе с влажным мусором?
Производительность напрямую зависит от влажности материала. При повышении влажности свыше 15–20% аэродинамические свойства частиц меняются, что требует снижения скорости потока и, как следствие, пропускной способности. Обычно паспортная производительность указывается для сухого материала (влажность до 5%). Для влажных отходов рекомендуется закладывать коэффициент снижения 0,7–0,8 от номинала. Современные модели с системой подогрева воздуха позволяют минимизировать этот эффект.
Требуется ли специальный фундамент для установки оборудования?
Да, установка тяжелого пневмосепаратора требует подготовленного основания. Несмотря на модульность, оборудование создает значительные вибрационные нагрузки. Обычно требуется железобетонная плита толщиной не менее 200–300 мм с армированием, рассчитанная под динамические нагрузки согласно проекту производителя. Для мобильных версий в контейнерном исполнении допускается установка на утрамбованную площадку с использованием виброопор, но стационарная версия всегда нуждается в капитальном фундаменте.

Можно ли интегрировать российский сепаратор в линию с импортным оборудованием?
Абсолютно да. Российские производители 2026 года выпускают оборудование с открытыми интерфейсами подключения (стандартные фланцы, универсальные сигналы управления 4–20 мА, протоколы Modbus TCP/IP). Это обеспечивает бесшовную интеграцию с конвейерами, дробилками и оптическими сепараторами любого происхождения. Главное — правильно согласовать производительность смежных узлов, чтобы избежать «узких мест» в линии.
Каков срок службы быстроизнашивающихся элементов камеры сепарации?
Ресурс футеровки и лопаток вентилятора зависит от абразивности перерабатываемого материала. При сортировке чистого пластика ресурс может достигать 2–3 лет. При работе со строительным мусором или смешанными ТКО с высоким содержанием песка и камня срок службы снижается до 6–12 месяцев. Использование керамической или карбидкремниевой футеровки увеличивает ресурс в 2–3 раза по сравнению со стандартной резиной или сталью, но увеличивает начальную стоимость узла.

Предоставляется ли обучение для операторов при покупке?
Большинство серьезных производителей включают базовый курс обучения (2–3 дня) в стоимость пусконаладочных работ. Обучение проводится непосредственно на площадке заказчика или в учебном центре завода. Оно охватывает вопросы безопасной эксплуатации, настройки режимов под разные фракции, проведения ежедневного ТО и диагностики типовых неисправностей. Также предоставляется доступ к электронной базе знаний и видеоматериалам.
Источники информации и нормативная база, использованные при подготовке материала:
- Министерство природных ресурсов и экологии РФ — Отчеты о внедрении НДТ
- Технические регламенты Таможенного союза (ТР ТС 010/2011, 020/2011)
- Хабр — Секция «Промышленная автоматизация и робототехника» (обзоры от инженеров)
- Журнал «Отходы и переработка» — Аналитика рынка оборудования 2025–2026
- Фонд развития промышленности — Программы льготного лизинга