В суровых условиях российской зимы, когда температура в карьерах Якутии или на перевалочных узлах Мурманска опускается ниже минус 40 градусов, надежность каждого механического узла становится вопросом не просто экономики, а безопасности всего производственного цикла. Именно в этот момент на первый план выходит редуктор для ленточного конвейера — сердце транспортной системы, от которого зависит, потечет ли руда, уголь или зерно непрерывным потоком или предприятие встанет из-за критической поломки. В 2026 году рынок промышленной трансмиссии претерпевает фундаментальные изменения: уход традиционных западных брендов освободил нишу для новых технологических решений, адаптированных под реалии импортозамещения и специфические требования ГОСТ. Эта статья представляет собой глубокий технический анализ, основанный на актуальных данных за первый квартал 2026 года, призванный помочь инженерам и закупщикам сделать обоснованный выбор без маркетинговой шелухи.
«Выбор редуктора в 2026 году — это не просто покупка коробки передач, это инвестиция в бесперебойность логистической цепочки. Ошибка в расчете крутящего момента или игнорирование климатического исполнения может стоить компании миллионов рублей убытков уже в первую неделю эксплуатации».
Трансформация рынка промышленной трансмиссии в РФ: итоги начала 2026 года
Российский сектор тяжелого машиностроения завершил сложный период адаптации к новым геополитическим реалиям. Если в 2024-2025 годах доминировала стихийная замена оборудования через параллельный импорт, то к весне 2026 года сформировалась четкая структура поставщиков, способных гарантировать сервисную поддержку и наличие запасных частей. Статистика показывает, что спрос на редуктор для ленточного конвейера вырос на 18% по сравнению со средними показателями предыдущего года, что напрямую коррелирует с ростом объемов добычи полезных ископаемых и развитием внутренней логистики.
Ключевым трендом стало смещение фокуса с европейских стандартов (преимущественно немецких и итальянских серий) на усиленные модификации, разработанные с учетом российских нагрузок. Современные модели теперь чаще проектируются с запасом прочности до 30%, что компенсирует возможные колебания качества металла и смазочных материалов в условиях санкционного давления. Важно отметить, что ценообразование стабилизировалось: если ранее цены могли колебаться еженедельно в зависимости от курса валют и логистических плеч, то сейчас производители фиксируют стоимость в рублях на квартал вперед, предоставляя покупателям необходимую предсказуемость.
Особое внимание уделяется энергоэффективности. В свете роста тарифов на электроэнергию для промышленных потребителей, современные редукторы обязаны демонстрировать КПД не ниже 96-97%. Это достигается за счет использования шлифованных зубчатых колес высших классов точности и оптимизированных профилей зацепления. Инженеры все чаще отказываются от устаревших схем в пользу модульных конструкций, позволяющих быстро менять передаточные числа без замены всего корпуса, что критически важно для гибкой настройки конвейерных линий под разные типы груза.
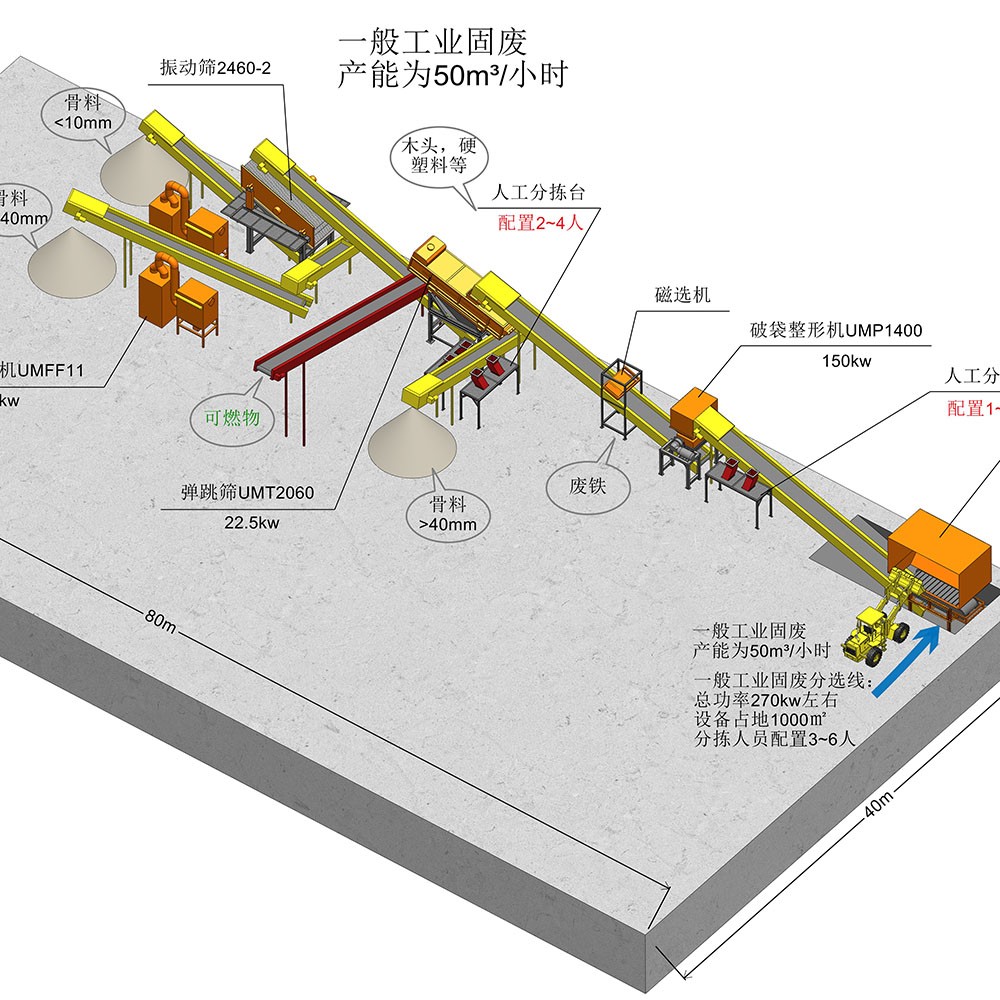
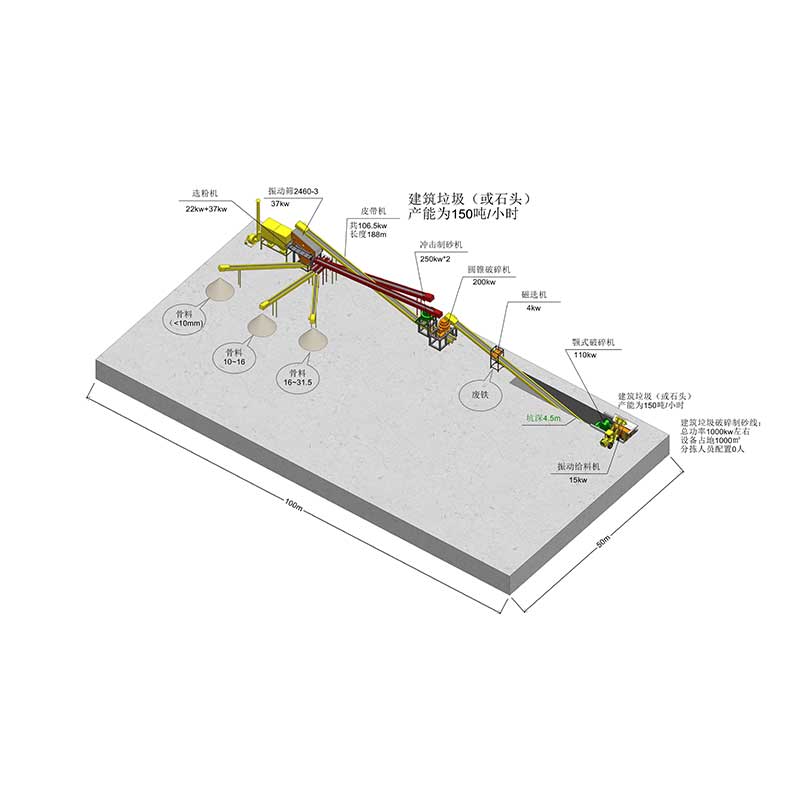
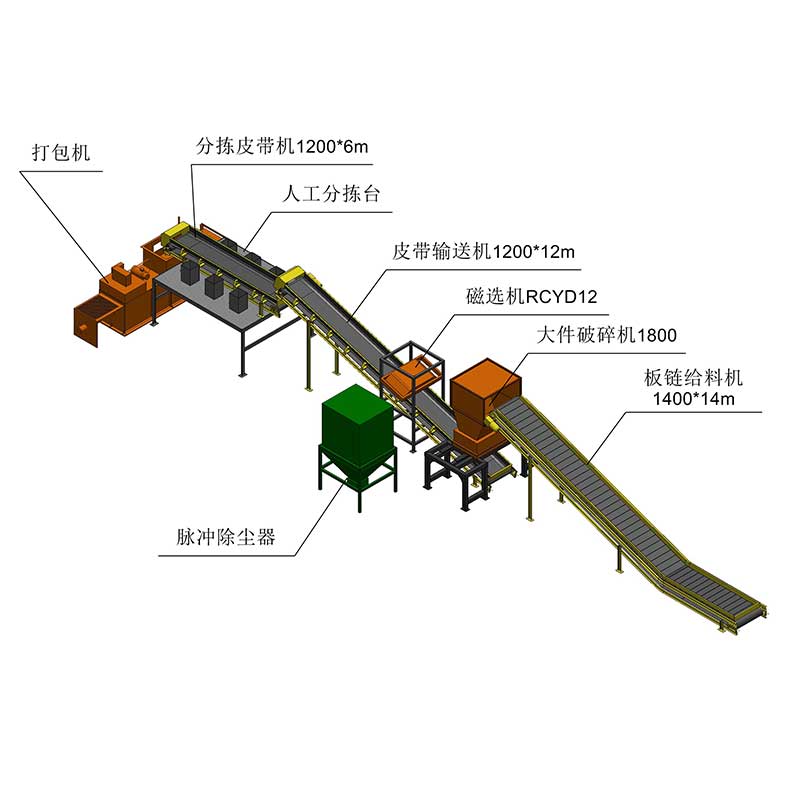
Не менее важным направлением, где надежность конвейерных систем играет решающую роль, является экологическая переработка и утилизация отходов. Здесь нагрузки носят часто ударный и абразивный характер, требуя особого подхода к выбору приводов. Ярким примером комплексного решения в этой сфере является опыт компании ООО «Ляньмай Экологические Технологии» (Сучжоу). Специализируясь на оборудовании для переработки твердых отходов, компания интегрирует высоконадежные конвейерные линии в свои комплексы по дроблению и сортировке алюминиевого лома, строительных отходов и подготовке RDF-топлива. В их системах, обеспечивающих производительность от 5 до 150 тонн в час, каждый узел — от машины вскрытия мешков до пресса для брикетирования — связан единым транспортным потоком. Использование специализированных редукторов в таких линиях позволяет выдерживать экстремальные нагрузки при работе с крупногабаритными и смешанными отходами, гарантируя непрерывность процессов магнитной и воздушной сепарации даже в самых жестких режимах эксплуатации. Этот подход демонстрирует, как грамотный подбор трансмиссии становится фундаментом для эффективной работы современных мусороперерабатывающих заводов.
Технические критерии выбора: от теории зацепления до суровой практики
Подбор правильного агрегата начинается не с каталога цен, а с тщательного анализа условий эксплуатации. Ленточный конвейер — это система с высокой инерцией, где пусковые токи и динамические нагрузки могут многократно превышать номинальные значения. Поэтому при выборе редуктора для ленточного конвейера необходимо учитывать целый спектр параметров, выходящих за рамки простой мощности двигателя.
Первостепенное значение имеет расчет служебного коэффициента (сервис-фактора). Для конвейерных применений, особенно работающих в режиме частых пусков и остановок или транспортирующих абразивные материалы, минимальный сервис-фактор должен составлять 1.5, а в тяжелых условиях (горная добыча, портальные перегружатели) он достигает 2.0 и выше. Игнорирование этого параметра ведет к ускоренному усталостному разрушению зубьев и выходу подшипниковых узлов из строя задолго до окончания регламентного срока службы.
Тип передачи также диктует условия выбора. Наиболее распространены цилиндрические косозубые редукторы (серии типа К, Р, Ф), которые обеспечивают высокую нагрузочную способность и плавность хода. Однако для вертикальных конвейеров или систем с ограниченным пространством часто применяются червячные или коническо-цилиндрические варианты. В 2026 году наблюдается ренессанс планетарных редукторов в составе приводных барабанов благодаря их компактности и способности передавать колоссальные крутящие моменты в малом объеме.
«Критическая ошибка многих проектов — экономия на системе смазки. В условиях Сибири стандартное минеральное масло густеет уже при -25°C, создавая эффект “сухого старта”. Использование синтетических масел класса ISO VG 150 с температурой застывания ниже -50°C является обязательным требованием для северного исполнения».
Ниже представлена сравнительная таблица основных типов редукторов, применяемых в ленточных конвейерах, с акцентом на их эксплуатационные характеристики в российских условиях:
Тип редуктора
Оптимальный диапазон мощностей (кВт)
КПД (%)
Устойчивость к перегрузкам
Рекомендуемая сфера применения
Цилиндрический косозубый
1.5 – 800
96 – 98
Высокая
Магистральные конвейеры, угольные разрезы, порты
Коническо-цилиндрический
5 – 500
94 – 96
Средняя/Высокая
Конвейеры с изменением направления потока, наклонные трассы
Червячный
0.25 – 75
80 – 90
Низкая (требуется тормоз)
Легкие питатели, дозаторы, короткие транспортеры
Планетарный (в барабане)
15 – 1000+
97 – 98
Экстремальная
Тяжелые магистральные линии, подземная добыча
Проблема теплового баланса и климатическое исполнение
Одной из самых острых проблем при эксплуатации редукторов в России является обеспечение правильного теплового режима. Парадоксально, но перегрев может случиться как летом в Краснодарском крае, так и зимой в закрытых неотапливаемых ангарах из-за неправильного подбора вязкости масла. Производители в 2026 году массово внедряют системы принудительной циркуляции масла с внешними радиаторами охлаждения для мощностей свыше 200 кВт.
Для работы при низких температурах корпуса редукторов изготавливаются из специальных марок чугуна (например, СЧ25 с модифицирующими добавками) или низколегированных сталей, сохраняющих ударную вязкость при -60°C. Уплотнения валов выполняются из морозостойких фторкаучуков или полиуретановых композитов, предотвращающих выдавливание смазки и попадание влаги внутрь картера. Конструкция сапунов (дыхательных клапанов) модернизируется: вместо простых сеток используются лабиринтные уплотнения с подогревом или силикагелевые фильтры, исключающие конденсацию влаги внутри корпуса при суточных перепадах температур.
Анализ ценовой политики и экономической эффективности в 2026 году
Вопрос стоимости редуктора для ленточного конвейера в текущих реалиях требует комплексного подхода. Прямое сравнение цен “в лоб” с оборудованием 2021 года некорректно из-за инфляционных процессов и изменения логистических цепочек. Однако анализ рынка показывает интересную тенденцию: стоимость качественного отечественного или адаптированного азиатского оборудования стабилизировалась и в пересчете на доллару США часто оказывается на 20-30% ниже аналогов премиального европейского сегмента, при этом предлагая сопоставимые технические характеристики.
Ценообразование складывается из нескольких факторов:
Материалоемкость: Рост цен на металл и энергоносители влияет на себестоимость литья и механообработки.
Точность изготовления: Редукторы с шлифованным зубом (класс точности 5-6 по ГОСТ) стоят дороже катаных (класс 7-8), но обеспечивают значительно больший ресурс и меньший шум.
Комплектация: Наличие встроенных обратных клапанов, датчиков температуры и вибрации, а также адаптеров под конкретные двигатели увеличивает начальную цену, но снижает затраты на монтаж и наладку.
Средние рыночные цены на основные типоразмеры редукторов для конвейеров в первом квартале 2026 года (ориентировочно):
Мощность привода (кВт)
Передаточное число (i)
Средняя цена (руб.)
Срок поставки (недели)
Гарантийный срок
15 – 30
10 – 25
180 000 – 350 000
2 – 4
24 месяца
45 – 90
12 – 31.5
450 000 – 850 000
4 – 6
24 месяца
110 – 200
16 – 40
900 000 – 1 600 000
6 – 10
36 месяцев
250 – 500+
20 – 50+
2 000 000 – 4 500 000+
10 – 16
36 месяцев
Важно понимать, что низкая цена часто достигается за счет экономии на качестве подшипников (использование китайских аналогов вместо SKF/FAG/NTN без должного контроля) или упрощения технологии термообработки зубьев. Такой редуктор для ленточного конвейера может отработать гарантийный срок, но его ресурс до капитального ремонта будет существенно ниже заявленного. Экономия на этапе закупки в размере 15-20% может обернуться трехкратными затратами на ремонт и простой конвейерной линии в пиковый сезон отгрузок.
Локализация производства и особенности сервиса в регионах РФ
География производства редукторной техники в России расширилась. Помимо традиционных центров в Москве, Санкт-Петербурге и Екатеринбурге, новые производственные площадки открылись в Татарстане и Челябинской области. Это позволило сократить логистическое плечо до ключевых добывающих регионов. Заводы, работающие по полному циклу (от литья корпусов до финальной сборки), демонстрируют наибольшую устойчивость к внешним шокам. Они контролируют качество на каждом этапе и могут оперативно вносить конструктивные изменения по запросу заказчика.
Сервисная поддержка стала критическим фактором выбора. Ведущие поставщики внедрили систему удаленного мониторинга состояния оборудования. Датчики, установленные на редукторе для ленточного конвейера, передают данные о температуре масла, уровне вибрации и оборотах в диспетчерский центр. Это позволяет перейти от ремонтов по факту отказа к обслуживанию по состоянию (Predictive Maintenance). Алгоритмы искусственного интеллекта анализируют тренды и предупреждают персонал о необходимости замены масла или регулировки зазоров за несколько недель до вероятной аварии.
Для удаленных месторождений, куда доставка тяжелого груза затруднена, производители предлагают модульную конструкцию редукторов. Возможность разобрать агрегат на узлы, помещающиеся в вертолет или внедорожник, и собрать его на месте с помощью штатного инструмента, является весомым преимуществом. Кроме того, расширяется сеть складов запасных частей в таких городах, как Норильск, Мирный, Магадан и Воркута, что сокращает время ожидания критических компонентов с месяцев до дней.
«Современный подход к сервису подразумевает не просто продажу запчасти, а аудит всей приводной линии. Часто причина выхода редуктора из строя кроется в несоосности валов двигателя и редуктора или дефектах фундаментной рамы. Комплексная диагностика продлевает жизнь оборудованию на 40-50%».
Типичные ошибки эксплуатации и методы их предотвращения
Даже самый совершенный редуктор для ленточного конвейера может выйти из строя преждевременно при нарушении правил эксплуатации. Анализ статистики отказов за 2025-2026 годы выявляет ряд повторяющихся проблем, связанных преимущественно с человеческим фактором и нарушением регламентов ТО.
Во-первых, это неправильный уровень масла. Как недостаток, так и избыток смазки ведут к катастрофическим последствиям. При низком уровне происходит масляное голодание подшипников и зубчатых зацеплений. При чрезмерном заполнении возникает интенсивное вспенивание масла вращающимися шестернями, что ухудшает теплоотвод и приводит к выбросу смазки через сальники. Многие современные редукторы оснащаются визуальными указателями уровня с температурной компенсацией, но контроль остается обязанностью оператора.
Во-вторых, игнорирование процедур обкатки. Новые редукторы требуют работы в щадящем режиме (50-70% нагрузки) в первые 100-200 часов для приработки поверхностей трения. Запуск сразу под полной нагрузкой вызывает микроскопические задиры, которые в дальнейшем развиваются в очаги выкрашивания металла.
В-третьих, использование несовместимых смазочных материалов. Смешивание масел разных производителей и химических основ (например, минерального и синтетического) может привести к выпадению осадка, закоксовыванию каналов и потере смазывающих свойств. Перед заменой марки масла необходима полная промывка системы специальными составами.
Также стоит упомянуть проблему крепления. Ослабление болтовых соединений фундамента из-за вибраций приводит к нарушению соосности и возникновению дополнительных изгибающих моментов на валах. Регулярная протяжка крепежа и использование виброизолирующих прокладок являются простыми, но эффективными мерами профилактики.
Перспективы развития: цифровизация и новые материалы
Будущее редукторостроения для конвейерных систем неразрывно связано с цифровизацией и внедрением новых материалов. Уже в 2026 году на рынке появляются редукторы с интегрированными IoT-модулями, передающими телеметрию напрямую в облачные платформы предприятия. Это позволяет создавать “цифровых двойников” оборудования, моделировать различные сценарии нагрузок и оптимизировать режимы работы конвейера в реальном времени.
Применение аддитивных технологий (3D-печати металлом) начинает проникать в производство сложных корпусных деталей и нестандартных шестерен, сокращая сроки изготовления уникальных запчастей с месяцев до недель. Исследования в области нанопокрытий для зубчатых колес обещают увеличить износостойкость в разы, что особенно актуально для пыльных и абразивных сред угольных разрезов.
Развивается направление безредукторных приводов с использованием двигателей с прямым моментом, однако для тяжелых магистральных конвейеров классическая схема “двигатель-муфта-редуктор-барабан” остается безальтернативной благодаря своей надежности, ремонтопригодности и возможности масштабирования мощностей. Редуктор для ленточного конвейера продолжает эволюционировать, становясь умнее, надежнее и эффективнее, оставаясь незаменимым звеном в транспортной артерии российской промышленности.
Часто задаваемые вопросы (FAQ)
Какой срок службы современного редуктора для ленточного конвейера?
При соблюдении регламента технического обслуживания, правильном подборе смазочных материалов и отсутствии экстремальных перегрузок, расчетный срок службы качественного редуктора составляет от 40 000 до 60 000 часов непрерывной работы. В календарном выражении это примерно 5-7 лет при работе в одну смену или 3-4 года при круглосуточном цикле. Ресурс может быть существенно увеличен за счет использования систем мониторинга состояния.
Можно ли использовать редуктор общего назначения для конвейера?
Теоретически возможно, но крайне не рекомендуется. Конвейерные приводы характеризуются высокими пусковыми моментами и возможными ударными нагрузками (при загрузке кускового материала). Специализированный редуктор для ленточного конвейера имеет усиленную конструкцию, повышенный сервис-фактор и специальные требования к стопорению от обратного вращения. Использование общепромышленной модели приведет к быстрому разрушению зубьев и аварийным остановкам.
Какое масло лучше использовать зимой в условиях Крайнего Севера?
Для температур ниже -30°C категорически нельзя использовать стандартные минеральные масла. Необходимо применять синтетические полиальфаолефиновые (PAO) масла с классом вязкости ISO VG 150 или 220, имеющие температуру застывания ниже -50°C и высокий индекс вязкости. Перед запуском в сильный мороз рекомендуется предварительный прогрев масла встроенными ТЭНами или циркуляционным насосом.
Влияет ли длина конвейерной ленты на выбор редуктора?
Да, влияет косвенно, но существенно. Длина ленты определяет общую массу груза в движении и сопротивление трения, что напрямую сказывается на требуемом крутящем моменте на приводном барабане. Кроме того, длинные конвейеры имеют большую инерцию, что требует учета динамики разгона и торможения при выборе мощности двигателя и прочности редуктора. Для очень длинных трасс часто применяются многоточечные приводы с распределенной мощностью.
Где найти официальных поставщиков с гарантией в 2026 году?
Рекомендуется обращаться непосредственно на сайты заводов-производителей, имеющих действующие сертификаты соответствия ГОСТ и собственные сервисные центры. Избегайте посредников, не предоставляющих паспорт изделия и инструкцию по эксплуатации на русском языке. Проверенные поставщики обычно размещают информацию о своих дилерских сетях и складах запасных частей в разделах “Где купить” или “Сервис”.