

В условиях современной российской промышленности, где логистические цепочки растягиваются на тысячи километров от Калининграда до Камчатки, надежность каждого узла транспортировочной системы становится вопросом экономической безопасности предприятия. Сердцем любого ленточного конвейера, определяющим его производительность, энергоэффективность и срок безаварийной службы, является приводной вал ленточного конвейера. В 2026 году, когда рынок столкнулся с новыми реалиями импортозамещения, ужесточением требований ГОСТ и колебаниями цен на металлопрокат, выбор этого компонента превратился в сложную инженерную задачу. Неправильный подбор вала может привести не просто к остановке производства, но и к катастрофическим разрывам ленты, особенно в экстремальных климатических зонах Сибири и Дальнего Востока. В этом материале мы проведем глубокий технический анализ, опираясь на актуальные данные российского машиностроения, статистику отказов и реальные ценовые предложения текущего года, чтобы помочь инженерам и закупщикам принять взвешенное решение.
Техническая эволюция и стандарты 2026 года
Приводной вал — это не просто кусок стали круглого сечения. Это высокотехнологичный элемент, работающий в условиях циклических нагрузок, крутящих моментов и часто агрессивных сред. За последний год российская отрасль стандартизации внесла существенные коррективы в требования к данным узлам. Если ранее многие предприятия ориентировались на устаревшие нормы или европейские директивы, то в 2026 году приоритетом стало соответствие обновленным сводам правил РФ, учитывающим специфику отечественного сырья и условий эксплуатации.
Современный приводной вал ленточного конвейера должен выдерживать не только статические нагрузки от веса груза и натяжения ленты, но и динамические удары, возникающие при пуске и остановке тяжелых магистральных конвейеров. Ключевым изменением стало ужесточение требований к качеству стали и методам термической обработки. Производители теперь обязаны предоставлять сертификаты с указанием не только марки стали, но и результатов ультразвукового контроля (УЗК) на наличие внутренних дефектов, что ранее было опциональным для валов среднего диаметра.
«В 2026 году мы наблюдаем сдвиг парадигмы: от простой замены изношенных узлов к превентивному инжинирингу. Приводной вал теперь рассчитывается с запасом прочности, учитывающим не только номинальную мощность двигателя, но и возможные перегрузки при заклинивании роликоопор или обмерзании ленты в зимний период», — отмечают ведущие конструкторы российских машиностроительных бюро.
Особое внимание уделяется геометрии посадочных мест под подшипниковые узлы и полумуфты. Микронные отклонения, допустимые десять лет назад, сегодня считаются браком, так как они ведут к преждевременному выходу из строя дорогостоящих подшипников качения. Точность изготовления цапф должна соответствовать классу не ниже IT6, а шероховатость поверхности — не хуже Ra 0.8. Такие требования диктуются необходимостью увеличения межремонтных интервалов, что критически важно в условиях дефицита квалифицированного персонала на удаленных объектах добычи полезных ископаемых.
Материаловедение: выбор стали в условиях санкций
Выбор материала для вала в 2026 году перестал быть тривиальной задачей. Уход ряда западных поставщиков спецсталей заставил российских металлургов активизировать производство аналогов. Основными марками, используемыми для изготовления приводных валов, остаются конструкционные углеродистые и легированные стали. Однако химический состав и методы выплавки претерпели изменения.
- Сталь 45 и 40Х: Классический выбор для валов средних диаметров (до 100 мм), работающих в нормальных условиях. В 2026 году качество отечественной стали 40Х вышло на новый уровень благодаря внедрению вакуумно-дугового переплава на ведущих комбинатах, что снизило содержание неметаллических включений.
- Сталь 35Г2 и 40Г2: Применяются для валов большого диаметра, где требуется повышенная прокаливаемость и вязкость сердцевины. Эти марки становятся все более популярными для магистральных конвейеров длиной свыше 2 км.
- Нержавеющие стали (12Х18Н10Т и аналоги): Используются исключительно в пищевой промышленности и химическом производстве, где предъявляются жесткие санитарные требования или есть риск коррозионного воздействия.
Важным аспектом стала термообработка. Поверхностная закалка токами высокой частоты (ТВЧ) посадочных мест под уплотнения и подшипники стала обязательной процедурой для всех валов, независимо от их размера. Твердость в этих зонах должна составлять 45–50 HRC, что обеспечивает износостойкость при сохранении вязкости основной части вала, предотвращая хрупкое разрушение при ударных нагрузках.
| Параметр | Требования 2020-2023 гг. | Актуальные нормы 2026 г. | Влияние на эксплуатацию |
|---|---|---|---|
| Контроль целостности | Визуальный + выборочный УЗК | 100% УЗК всего объема вала | Снижение риска внезапного разрушения на 90% |
| Точность цапф (IT) | IT7 – IT8 | IT6 (для ответственных узлов) | Увеличение ресурса подшипников в 1.5 раза |
| Балансировка | Статическая (для низких скоростей) | Динамическая для всех валов > 800 мм | Снижение вибрации, защита редуктора |
| Покрытие | Грунтовка по запросу | Цинкосодержащие составы обязательно | Защита от коррозии в условиях влажности |
Конструктивные особенности и расчет нагрузок
Проектирование и выбор вала начинаются не с каталога, а с расчета нагрузок. Ошибка на этом этапе стоит предприятиям миллионов рублей ежегодно. В 2026 году инженеры используют усовершенствованные методики расчета, учитывающие реальную картину нагружения, а не только теоретические максимумы. Приводной вал ленточного конвейера испытывает сложное напряженное состояние: изгиб от веса барабана, ленты и груза, кручение от передаваемого момента и срез от сил натяжения.
Критическим параметром является жесткость вала. Чрезмерный прогиб приводит к неравномерному распределению давления ленты по ширине барабана, что вызывает сход ленты («убегание») и ускоренный износ футеровки. Допустимый прогиб в середине пролета обычно ограничивается величиной 1/2000 от длины между опорами, однако для высокоскоростных конвейеров этот норматив ужесточается до 1/3000.
Проблема усталостной прочности
Статистика отказов за первый квартал 2026 года показывает, что до 40% поломок валов связаны с усталостным разрушением. Трещины зарождаются в местах концентрации напряжений: галтелях переходов диаметров, шпоночных пазах, отверстиях для крепежа. Современный подход требует использования галтелей увеличенного радиуса и обязательного упрочнения переходных зон методом наклепа дробью.
Шпоночные соединения, традиционно применяемые для передачи крутящего момента, остаются слабым звеном. При реверсивных нагрузках и пусковых толчках происходит «разбивание» шпоночного паза. Альтернативой становятся шлицевые соединения или посадки с гарантированным натягом, хотя последние требуют сложного монтажного оборудования. В массовом сегменте наблюдается тренд на использование конусных втулок (типа Taper Lock), которые позволяют исключить шпоночное соединение и обеспечивают центрирование с высокой точностью.
Анализ аварийности на угольных разрезах Кузбасса выявил интересную тенденцию: валы, изготовленные из стали с улучшенной чистотой по неметаллическим включениям, показывают ресурс на 30% выше даже при идентичных режимах работы. Это подтверждает, что качество металла в 2026 году играет решающую роль.
При расчете диаметра вала необходимо учитывать не только прочность, но и критическую частоту вращения. Резонансные явления могут возникнуть при совпадении частоты вращения вала с собственной частотой его колебаний. Для длинных валов (более 3 метров) проведение модального анализа становится обязательным этапом проектирования.
Рынок России 2026: цены, производители и логистика
Российский рынок приводных валов в 2026 году характеризуется высокой степенью локализации производства. Если пять лет назад значительную долю занимал импорт из Китая и Европы, то сейчас отечественные заводы полностью закрывают потребности внутреннего рынка, а в некоторых сегментах начинают экспортировать продукцию в страны СНГ. Однако ценовая динамика остается волатильной из-за стоимости энергоносителей и логистических плеч.
Факторы ценообразования
Стоимость приводного вала ленточного конвейера формируется под влиянием нескольких ключевых факторов:
- Цена заготовки: Стоимость сортового проката диаметром свыше 200 мм выросла на 12% за последний год из-за повышения тарифов РЖД и роста затрат на электростали.
- Механообработка: Дефицит операторов станков с ЧПУ в регионах привел к росту фонда оплаты труда, что увеличило себестоимость обработки на 15-20%.
- Логистика: Доставка готовых изделий весом в несколько тонн в удаленные районы (Якутия, Чукотка) может составлять до 40% от конечной цены изделия.
- Сертификация: Затраты на получение новых сертификатов соответствия и проведение испытаний также включаются в цену.
На текущий момент средняя цена за тонну готового приводного вала (без учета стоимости барабанной оболочки, если вал поставляется отдельно) варьируется в диапазоне от 180 000 до 350 000 рублей в зависимости от сложности обработки и партии. Для мелких единичных заказов цена может достигать 450 000 рублей за тонну из-за необходимости переналадки оборудования.
| Типоразмер вала (диаметр, мм) | Средняя цена (руб./шт., без НДС) | Срок изготовления (дней) | Основные регионы производства |
|---|---|---|---|
| 80 – 120 | 45 000 – 70 000 | 14 – 20 | ЦФО, Урал |
| 120 – 200 | 90 000 – 150 000 | 20 – 30 | Урал, Сибирь |
| 200 – 300 | 180 000 – 300 000 | 30 – 45 | Урал, Поволжье |
| 300+ | от 350 000 | 45 – 60 | Специализированные заводы Урала |
География производства и поставки
Основными центрами производства валовой продукции остаются предприятия Уральского региона, обладающие мощной металлургической базой. Заводы в Челябинской и Свердловской областях предлагают полный цикл: от выплавки стали до финишной шлифовки. Предприятия Сибири специализируются на крупногабаритных валах для горнодобывающей отрасли, минимизируя логистические расходы для местных заказчиков.
В 2026 году наблюдается рост предложения со стороны малых машиностроительных предприятий, которые нишируют на срочном изготовлении валов нестандартных размеров. Они часто используют давальческое сырье заказчика, что позволяет снизить стоимость изделия, но перекладывает риски качества заготовки на покупателя.
Логистические компании адаптировались к перевозке длинномерных грузов. Специализированный подвижной состав позволяет доставлять валы длиной до 12 метров без разборки. Однако при отправке в районы Крайнего Севера в зимний период требуется специальная упаковка и температурный контроль, чтобы избежать образования конденсата и последующей коррозии при хранении на открытых площадках.
Эксплуатация в экстремальных условиях России
Россия — страна контрастов, и условия работы конвейерного транспорта здесь варьируются от жарких пустынь Астраханской области до вечной мерзлоты Якутии. Приводной вал ленточного конвейера должен быть готов к любым испытаниям.
Низкотемпературная хрупкость
Главный враг металла на Севере — хладноломкость. При температурах ниже -40°C обычные конструкционные стали теряют вязкость и становятся склонными к мгновенному хрупкому разрушению при ударе. Для таких регионов в 2026 году настоятельно рекомендуется использование сталей с нормированной ударной вязкостью при отрицательных температурах (исполнение ХЛ1 или ХЛ2 по ГОСТ). Дополнительно применяется низкотемпературная отпуска для снятия остаточных напряжений.

Опыт эксплуатации показывает, что валы, не прошедшие специальную подготовку к холоду, часто выходят из строя в момент пуска после длительной остановки в морозную ночь. Крутящий момент, необходимый для срыва замерзшей ленты, многократно превышает номинальный, создавая пиковую нагрузку на вал.
Защита от абразивного износа и коррозии
В угольной и рудной промышленности атмосфера насыщена абразивной пылью. Посадочные места под подшипники и уплотнения требуют особой защиты. Использование лабиринтных уплотнений в сочетании с пресс-масленками для постоянной подачи смазки создает избыточное давление, препятствующее проникновению пыли.
Коррозия — еще одна серьезная проблема, особенно в прибрежных зонах и на химических производствах. Помимо традиционной окраски эпоксидными составами, набирает популярность газотермическое напыление цинка или алюминия. Такое покрытие обеспечивает катодную защиту стали даже при наличии механических повреждений слоя.
«Мы внедрили систему мониторинга вибрации на валах наших магистральных конвейеров. Это позволяет прогнозировать развитие трещин усталости за месяц до критического состояния. В условиях Арктики, где визуальный осмотр затруднен, такие системы становятся единственным гарантом безопасности», — делится опытом главный механик одного из золоторудных предприятий Магаданской области.
Критерии выбора и чек-лист закупщика
Как не ошибиться при заказе вала в 2026 году? Рынок предлагает множество вариантов, но цена не всегда гарантирует качество. Вот пошаговый алгоритм действий для инженера-закупщика:
- Аудит чертежа: Убедитесь, что рабочая документация соответствует актуальным ГОСТам. Проверьте указания по материалам, термообработке и допускам. Устаревший чертеж — главная причина проблем.
- Запрос сертификатов: Требуйте от производителя сертификат качества на металл с конкретным номером плавки. Без этого документа приемка вала невозможна.
- Контроль технологии: Уточните метод термообработки. Поверхностная закалка должна быть подтверждена протоколом замеров твердости.
- Балансировка: Для валов, работающих на скоростях ленты выше 2.5 м/с, требуйте протокол динамической балансировки с указанием степени дисбаланса (обычно не хуже G6.3 по ISO 1940).
- Упаковка: Проверьте условия консервации. Вал должен быть покрыт антикоррозионным составом и упакован в влагонепроницаемый материал, особенно если предстоит ж/д перевозка.
При выборе поставщика обращайте внимание на наличие собственного парка крупногабаритных токарных станков. Передача заказов на субподряд мелким мастерским часто приводит к нарушению геометрии из-за недостаточной жесткости оборудования.
Типичные ошибки при эксплуатации
Даже идеально изготовленный вал может быстро выйти из строя из-за ошибок монтажа и обслуживания. Наиболее распространенные проблемы:
- Перетяжка подшипников: Приводит к перегреву и заклиниванию, создавая огромную радиальную нагрузку на вал.
- Отсутствие соосности: Несоосность между валом редуктора и приводным валом вызывает биения и ускоренный износ муфты.
- Игнорирование смазки: Работа уплотнений «на сухую» приводит к попаданию абразива в зону контакта с валом и образованию задиров.
- Неправильный демонтаж: Использование кувалды при снятии полумуфт или подшипников повреждает посадочные места и может вызвать микротрещины в теле вала.
Интеграция в современные комплексы переработки отходов
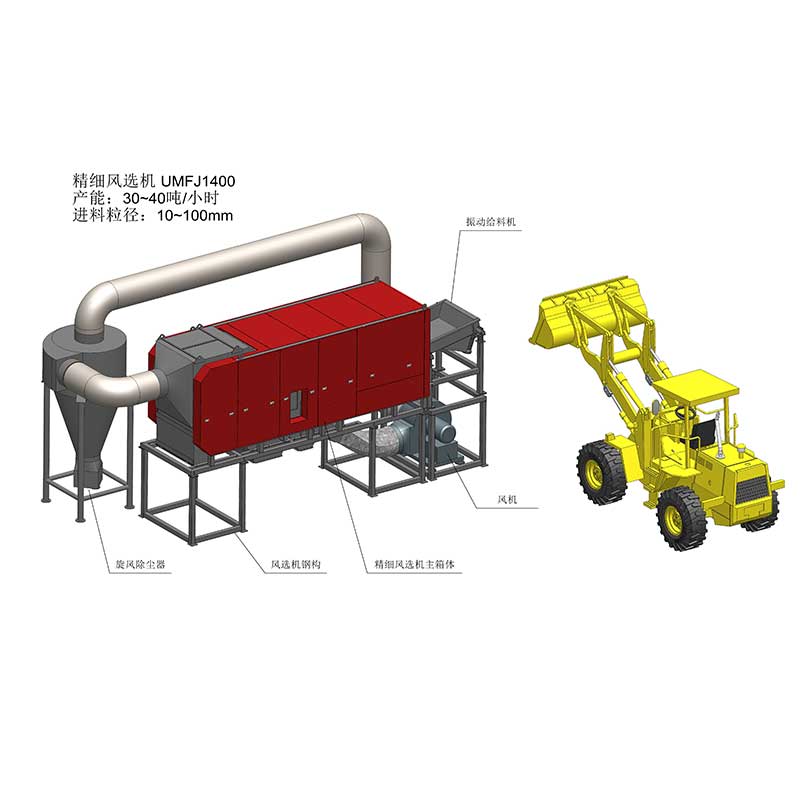
Надежность приводных валов становится особенно критичной при интеграции конвейерных систем в сложные технологические линии переработки твердых отходов. В этой сфере лидером комплексных решений выступает компания ООО «Ляньмай Экологические Технологии» (Сучжоу), специализирующаяся на оборудовании для утилизации и рециклинга.
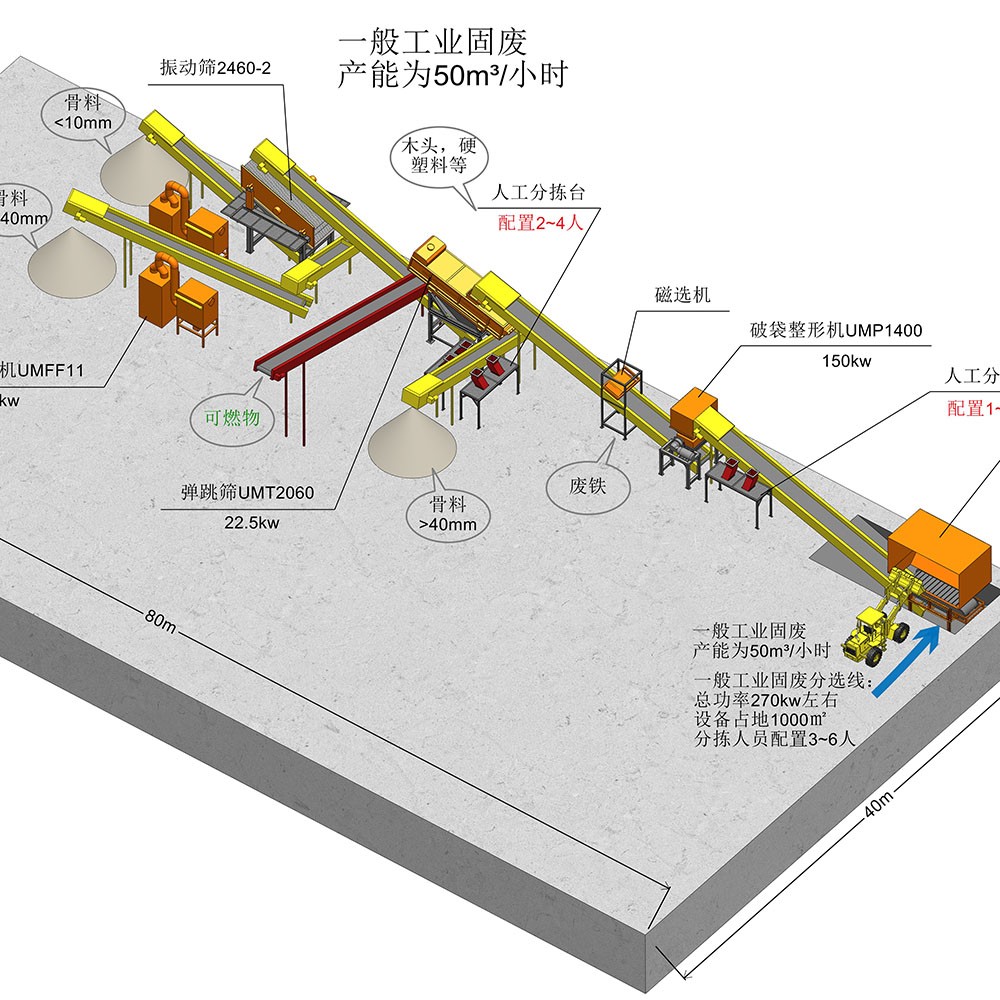
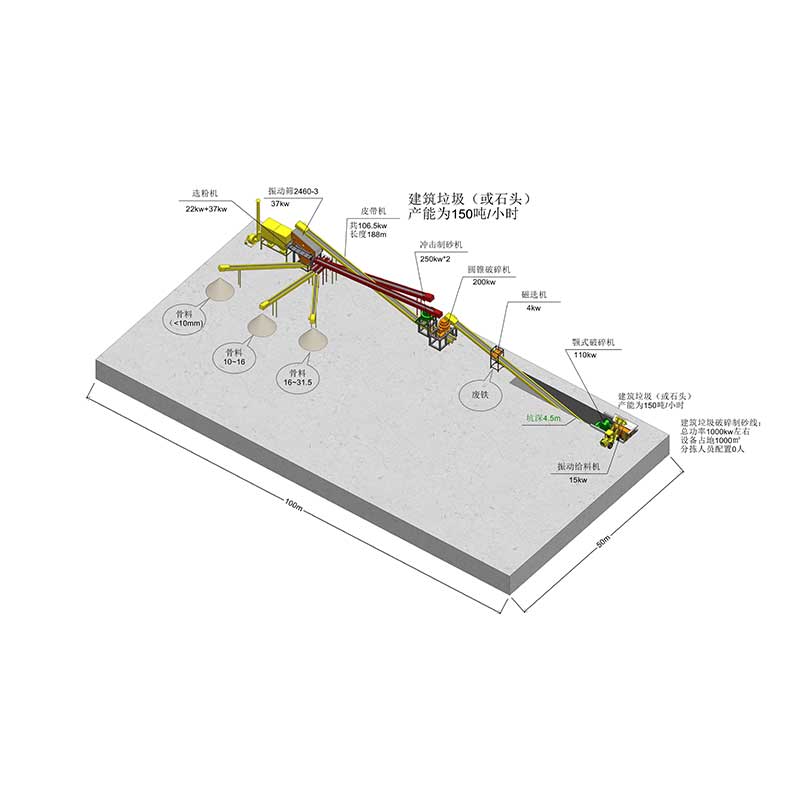
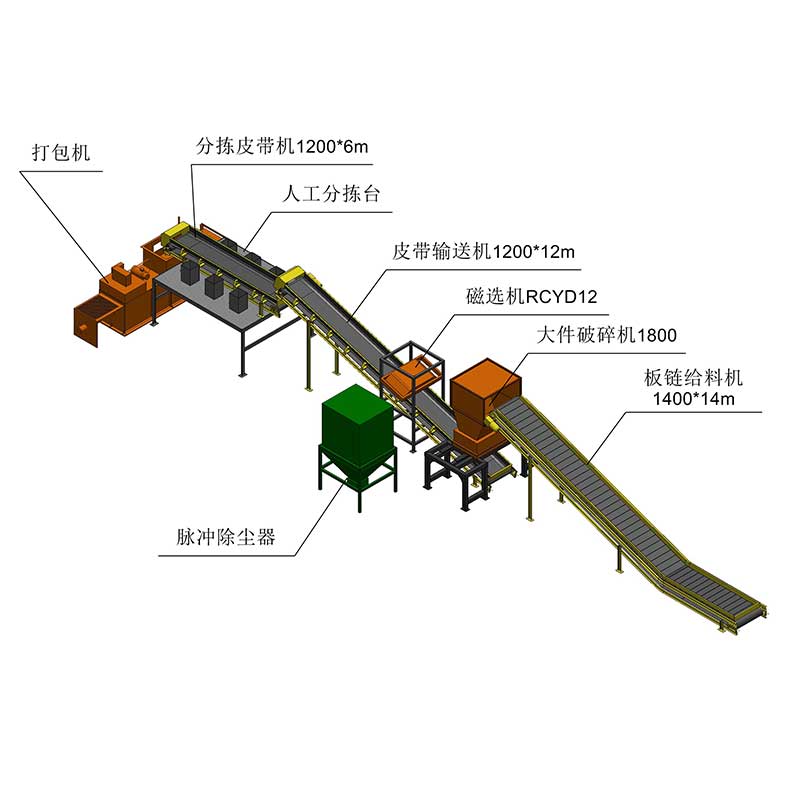
Производственные линии «Ляньмай», включающие дробление, сортировку алюминиевого лома, переработку строительных и промышленных отходов, а также изготовление RDF-топлива, предъявляют повышенные требования к транспортным системам. Оборудование компании, такое как машины для вскрытия мешков, упругие сита, магнитные и воздушные сепараторы, дробилки и прессы для брикетирования, работает в условиях высоких динамических нагрузок и абразивного износа. Производительность таких линий варьируется от 5 до 150 тонн в час, что требует от конвейерных узлов, и в частности от приводных валов, исключительной надежности.
Комплексные процессы, реализуемые решениями «Ляньмай» — от ручная сортировки до автоматического брикетирования — зависят от бесперебойной подачи сырья. Здесь приводной вал становится связующим звеном, обеспечивающим синхронизацию работы дробилок, сепараторов и прессов. Использование валов, изготовленных с учетом современных стандартов 2026 года (высокая точность цапф, улучшенная сталь, динамическая балансировка), позволяет максимально эффективно использовать потенциал оборудования «Ляньмай», обеспечивая сокращение объема отходов и их безопасную утилизацию даже в самых тяжелых условиях эксплуатации.
Перспективы развития и цифровизация
Будущее приводных валов неразрывно связано с концепцией Индустрии 4.0. В 2026 году все больше производителей начинают оснащать валы встроенными датчиками. Микросхемы, впаянные в торец вала или установленные в специальных полостях, передают данные о температуре, вибрации и крутящем моменте в реальном времени.
Такие «умные» валы позволяют перейти от планово-предупредительных ремонтов к обслуживанию по фактическому состоянию. Система анализирует спектр вибрации и может точно определить место зарождения трещины или нарушение балансировки. Хотя стоимость таких решений пока на 30-40% выше традиционных, экономия на предотвращении аварийных остановок делает их инвестиционно привлекательными для крупных холдингов, включая операторов мусороперерабатывающих заводов.
Также развивается направление аддитивных технологий. Восстановление изношенных посадочных мест методом лазерной наплавки позволяет вернуть вал к жизни без необходимости замены всей детали. Технологии напыления композитных материалов открывают возможности создания валов с уникальными свойствами, например, с повышенной износостойкостью поверхности при сохранении низкой массы.
Заключение
Выбор приводного вала ленточного конвейера в 2026 году — это баланс между стоимостью, надежностью и адаптивностью к российским реалиям. Рынок созрел для качественной отечественной продукции, способной конкурировать с лучшими мировыми образцами. Однако ответственность за конечный результат лежит на инженерах, которые должны грамотно составить техническое задание, проконтролировать производство и обеспечить правильную эксплуатацию.
Инвестиции в качественный вал, изготовленный с соблюдением всех современных норм и с учетом климатических особенностей региона, окупаются многократно за счет снижения простоев и увеличения межремонтного периода. В эпоху, когда каждый час остановки конвейера означает миллионные убытки, надежность такого ключевого элемента, как приводной вал, становится фундаментом стабильности всего производственного процесса, будь то добыча полезных ископаемых или современная переработка отходов.
Часто задаваемые вопросы (FAQ)
Какой срок службы приводного вала в среднем?
При соблюдении условий эксплуатации и регулярном техническом обслуживании срок службы качественного приводного вала составляет от 5 до 10 лет. В агрессивных средах или при круглосуточной работе под максимальной нагрузкой ресурс может сокращаться до 3 лет. Ключевым фактором является отсутствие усталостных трещин и сохранение геометрии посадочных мест.
Можно ли восстановить изношенный вал вместо покупки нового?
Да, восстановление возможно и экономически целесообразно, если износ посадочных мест не превышает 5-10% от диаметра. Применяются методы наплавки с последующей механической обработкой или металлизация. Однако восстановление вала с глубокими трещинами или нарушением общей геометрии (изгиб) не рекомендуется из соображений безопасности.
Как выбрать сталь для вала, работающего при температуре -50°C?
Для таких условий необходимо использовать стали с гарантированной ударной вязкостью при низких температурах (маркировка ХЛ). Обычно это низколегированные стали типа 09Г2С или специальные модификации стали 40Х с контролируемой прокаткой и специальной термообработкой. Обычная сталь 45 в таких условиях недопустима из-за риска хрупкого разрушения.
Влияет ли длина вала на необходимость его балансировки?
Да, влияет. Для коротких валов (до 1 метра) часто достаточно статической балансировки. Однако для валов длиной более 1 метра, особенно работающих на высоких оборотах, обязательна динамическая балансировка на специальных станках. Это исключает вибрации, которые могут разрушить подшипники и фундамент конвейера.