

В условиях современной российской промышленности, где логистические цепочки растягиваются на тысячи километров от Калининграда до Камчатки, надежность транспортировки сыпучих грузов становится вопросом выживания предприятия. Сердцем любой конвейерной линии является приводная станция ленточного конвейера — сложный агрегат, от которого зависит не только производительность, но и энергоэффективность всего производства. В 2026 году рынок промышленного оборудования в России претерпел значительные изменения: адаптация к экстремальным климатическим условиям, переход на новые стандарты ГОСТ и перестройка цепочек поставок комплектующих диктуют новые правила игры. Эта статья представляет собой глубокий технический анализ и практическое руководство по выбору приводных станций, основанное на актуальных данных первого квартала 2026 года, реальных кейсах эксплуатации в суровых российских зимних условиях и детальном разборе ценовой политики.
«Приводная станция — это не просто мотор и редуктор в кожухе. Это интеллектуальный узел, который должен гарантировать стабильную работу при температурах до -60°C и выдерживать пиковые нагрузки при запуске полностью загруженной ленты», — отмечает главный инженер одного из ведущих горно-обогатительных комбинатов Якутии в интервью отраслевому журналу «Горная Промышленность России» (февраль 2026).
Архитектура современного привода: эволюция технологий в 2026 году
Традиционное представление о приводной станции как о наборе механических компонентов безвозвратно ушло в прошлое. Сегодняшний приводная станция ленточного конвейера представляет собой высокотехнологичный комплекс, интегрирующий механику, электронику и системы телеметрии. В начале 2026 года российские производители и интеграторы сделали ставку на модульность и ремонтопригодность, что стало ответом на логистические вызовы предыдущих лет.
Ключевым элементом остается редуктор. Если еще пять лет назад доминировали цилиндрические двух- и трехступенчатые редукторы общего назначения, то сейчас наблюдается массовый переход на специализированные конвейерные редукторы с повышенным запасом прочности валов и корпусов. Особое внимание уделяется материалам: использование сталей с повышенной хладостойкостью (марки 09Г2С и аналоги) стало обязательным требованием для оборудования, предназначенного для работы в Сибири и на Дальнем Востоке. Смазочные системы также претерпели модернизацию: внедрение систем принудительной циркуляции масла с подогревом позволяет запускать оборудование даже после длительных простоев при экстремально низких температурах без риска повреждения зубчатых зацеплений.
Роль частотных преобразователей и систем плавного пуска
Одним из самых значимых трендов 2026 года стало повсеместное внедрение современных частотных преобразователей российского и дружественного производства в схему управления приводом. Раньше многие предприятия экономили на этом узле, используя схемы прямого пуска или устаревшие устройства плавного пуска (УПП), что приводило к рывкам ленты, проскальзыванию и преждевременному износу обкладки. Современная приводная станция ленточного конвейера обязательно оснащается преобразователем частоты, который решает три критические задачи:
- Плавный разгон: Исключение динамических нагрузок на ленту и механические части привода в момент старта, что особенно важно для длинных конвейеров с большой массой груза.
- Балансировка нагрузки: В схемах с несколькими приводами (многоточечный привод) частотники обеспечивают равномерное распределение мощности между двигателями, предотвращая перегрузку одного из узлов.
- Энергосбережение: Автоматическая корректировка скорости вращения вала в зависимости от степени загрузки конвейера, что позволяет экономить до 25-30% электроэнергии в периоды неполной загрузки.
Интеграция систем удаленного мониторинга (IIoT) стала новым стандартом де-факто. Датчики вибрации, температуры подшипников и масла, а также анализа спектра тока двигателя передают данные в единый диспетчерский центр. Это позволяет перейти от планово-предупредительных ремонтов к ремонтам по фактическому состоянию, минимизируя простои. В условиях дефицита квалифицированного персонала на удаленных объектах такая цифровизация становится не роскошью, а необходимостью.
Климатическое исполнение и адаптация к российским реалиям
Россия — страна с уникальными климатическими вызовами. Оборудование, успешно работающее в умеренном климате Центральной Европы или Китая, часто оказывается беспомощным в условиях якутской зимы или влажного климата приморья. При выборе приводной станции в 2026 году ключевым параметром становится климатическое исполнение согласно ГОСТ 15150-69. Для большинства регионов РФ актуальны исполнения УХЛ (умеренный и холодный климат) категории 1 (работа на открытом воздухе) и категории 2 (работа под навесом).
Основные проблемы, с которыми сталкиваются инженеры при эксплуатации в холоде:
- Загустевание смазки: Стандартные индустриальные масла теряют текучесть уже при -20°C, что приводит к работе редуктора «на сухую» в первые минуты запуска.
- Хрупкость металлов: Обычная конструкционная сталь при температурах ниже -40°C становится хрупкой, как стекло, и может разрушиться от ударной нагрузки.
- Конденсат и обледенение: Перепады температур внутри корпуса привода вызывают выпадение конденсата, который замерзает и блокирует подвижные части или вызывает коррозию электрических контактов.
Современные решения 2026 года включают в себя специальные «арктические пакеты». Они подразумевают установку ТЭНов подогрева масла в картере редуктора, использование морозостойких уплотнений (манжет) из специальных полимеров, сохраняющих эластичность до -60°C, и применение лакокрасочных покрытий повышенной стойкости к воздействию ультрафиолета и перепадов температур. Также важна конструкция кожуха: он должен обеспечивать защиту от попадания снега и влаги, но при этом иметь эффективную систему вентиляции для отвода тепла от двигателя и редуктора во избежание перегрева летом.
| Параметр | Стандартное исполнение (У) | Арктическое исполнение (УХЛ1) | Влияние на эксплуатацию |
|---|---|---|---|
| Диапазон рабочих температур | от -40°C до +40°C | от -60°C до +40°C | Возможность работы в районах Крайнего Севера без консервации |
| Тип смазки редуктора | Минеральное масло (летнее/зимнее) | Синтетическое полиальфаолефиновое (ПАО) | Гарантированный пуск без предварительного прогрева |
| Материал корпуса редуктора | Серый чугун СЧ20 | Высокопрочный чугун ВЧ50 или сталь 09Г2С | Устойчивость к ударным нагрузкам при низких температурах |
| Система подогрева | Отсутствует или опционально | Встроенные ТЭНы с терморегулятором | Автоматическое поддержание температуры масла |
| Электрооборудование | Стандартное (IP54) | Морозостойкое, с обогревом шкафов (IP65) | Предотвращение отказа электроники на морозе |
Расчет мощности и подбор компонентов: методология 2026
Ошибка в расчете параметров приводной станции может стоить предприятию миллионов рублей убытков из-за простоев или аварийного выхода из строя оборудования. Инженерный подход к подбору приводная станция ленточного конвейера требует учета множества факторов, которые часто игнорируются при использовании упрощенных методик. В 2026 году рекомендуется использовать специализированное ПО для динамического моделирования работы конвейера, учитывающее не только статические нагрузки, но и переходные процессы.
Основные этапы правильного подбора:
1. Определение окружного усилия на приводном барабане
Это базовая величина, зависящая от длины конвейера, угла наклона, массы груза на метр ленты, массы самой ленты и роликоопор, а также коэффициента сопротивления движению. Важно помнить, что коэффициент сопротивления не является константой: он меняется в зависимости от температуры (загустевание смазки в роликах зимой увеличивает сопротивление), состояния дороги и типа груза.
2. Выбор передаточного числа редуктора
Передаточное число должно обеспечивать требуемую скорость движения ленты при номинальной частоте вращения двигателя. Здесь важен баланс: слишком высокое передаточное число потребует мощного и дорогого двигателя, слишком низкое — создаст огромные нагрузки на выходной вал редуктора. Современные ряды редукторов предлагают широкий спектр передаточных чисел, позволяющих точно попасть в требуемый режим работы.
3. Проверка по тепловому режиму
Один из самых частых причин отказов — перегрев редуктора. Мощность, подводимая к редуктору, не должна превышать его номинальную тепловую мощность. Если расчетная мощность выше допустимой, необходимо выбирать редуктор большего типоразмера или предусматривать систему искусственного охлаждения (вентиляторы или водяные теплообменники), что особенно актуально для закрытых помещений или летней эксплуатации в южных регионах России.
4. Коэффициент запаса прочности
Для тяжелых условий эксплуатации, характерных для горной добычи и портовой перевалки, рекомендуется принимать коэффициент запаса прочности по крутящему моменту не менее 1.5–1.8. Это компенсирует возможные перегрузки при запуске забитого углем или рудой конвейера, а также неравномерность подачи материала.
«Мы часто видим ситуации, когда заказчик выбирает привод “по каталогу”, ориентируясь только на мощность двигателя. Но реальная нагрузка определяется моментом на тихоходном валу. Занижение этого параметра ведет к поломке валов или выкрашиванию зубьев шестерен уже в первый год эксплуатации», — предупреждают эксперты Ассоциации производителей подъемно-транспортного оборудования (АПТО) в своем отчете за март 2026 года.
Ценовая конъюнктура рынка РФ в 2026 году
Рынок приводных станций в России в 2026 году характеризуется высокой волатильностью цен, обусловленной курсовыми колебаниями, логистическими издержками и степенью локализации производства. Анализ предложений ведущих поставщиков показывает существенный разброс стоимости в зависимости от комплектации и происхождения компонентов.
На текущий момент можно выделить три ценовых сегмента:
- Бюджетный сегмент: Станции на базе российских редукторов (типа Ц2, Ц3У, КЦ1 и их модернизированных версий) и двигателей общепромышленного назначения. Цена варьируется от 450 000 до 900 000 рублей за комплект (редуктор + двигатель + муфта + рама). Такие решения подходят для легких и средних условий эксплуатации, внутренних цеховых перевозок. Главный плюс — доступность запчастей и короткий срок поставки (2-4 недели).
- Средний сегмент (Оптимальное соотношение): Станции с использованием специализированных конвейерных редукторов российского производства нового поколения или качественных аналогов из дружественных стран, оснащенные частотными преобразователями. Диапазон цен: 1 200 000 – 2 500 000 рублей. Этот сегмент наиболее востребован в угольной промышленности, на зерновых терминалах и в строительстве. Срок поставки составляет 1.5–3 месяца.
- Премиум сегмент (Heavy Duty): Мощные приводные станции для магистральных конвейеров длиной несколько километров, работающих в экстремальных условиях. Часто имеют многодвигательную схему, планетарные редукторы или сложные параллельно-конические схемы. Стоимость таких комплексов начинается от 4 000 000 рублей и может достигать десятков миллионов. Срок изготовления под заказ — от 4 до 8 месяцев.
Важно отметить, что в цену обычно не входит стоимость частотного преобразователя, шкафа управления и монтажных работ, что может увеличить итоговый бюджет проекта еще на 30-40%. Также стоит учитывать стоимость шеф-монтажа и пусконаладочных работ, которые в 2026 году подорожали из-за дефицита квалифицированных сервисных инженеров.
| Типоразмер конвейера | Мощность привода (кВт) | Средняя цена станции (руб.) | Срок поставки (недели) | Рекомендуемая сфера |
|---|---|---|---|---|
| Лента 500-650 мм | 11 – 30 кВт | 450 000 – 750 000 | 2-3 | Складские комплексы, небольшие карьеры |
| Лента 800-1000 мм | 45 – 110 кВт | 900 000 – 1 800 000 | 4-6 | Угольные разрезы, зерновые элеваторы, ЖБИ |
| Лента 1200-1400 мм | 132 – 315 кВт | 2 200 000 – 4 500 000 | 8-12 | Крупные ГОКи, портовые терминалы |
| Лента 1600 мм и выше | 400 кВт и более | от 6 000 000 | 16-24 | Магистральные конвейеры, метрополитен |
Локализация производства и импортозамещение
Тренд на импортозамещение в 2026 году перешел из стадии лозунгов в стадию реальной инженерной практики. Российские заводы освоили выпуск критически важных компонентов, которые ранее закупались исключительно за рубежом. Речь идет не только о корпусах редукторов, но и о высокоточных зубчатых передачах, подшипниковых узлах и системах уплотнения.
Ключевые преимущества отечественных приводных станций сегодня:
- Адаптация под ГОСТ: Продукция изначально проектируется с учетом российских стандартов монтажа и эксплуатации, что упрощает интеграцию в существующие линии.
- Сервисная доступность: Наличие складов запчастей в регионах и возможность оперативного выезда сервисных бригад. В отличие от импортного оборудования, где ожидание детали из-за границы может затянуться на месяцы, российские производители гарантируют поставку запчасти в течение нескольких дней.
- Гибкость кастомизации: Возможность внесения изменений в конструкцию под конкретные требования заказчика (нестандартные выходы валов, особые расположения патрубков, интеграция специфических датчиков) без бюрократических проволочек и огромных доплат.
Тем не менее, в некоторых нишах, особенно в сфере сверхмощных приводов (более 1 МВт) и высокоскоростных преобразователей, зависимость от импортных комплектующих все еще сохраняется. Однако доля таких узлов в общем объеме парка постепенно снижается благодаря развитию кооперации со странами БРИКС и внутренним НИОКР.
Специфика приводов в экологических проектах и переработке отходов
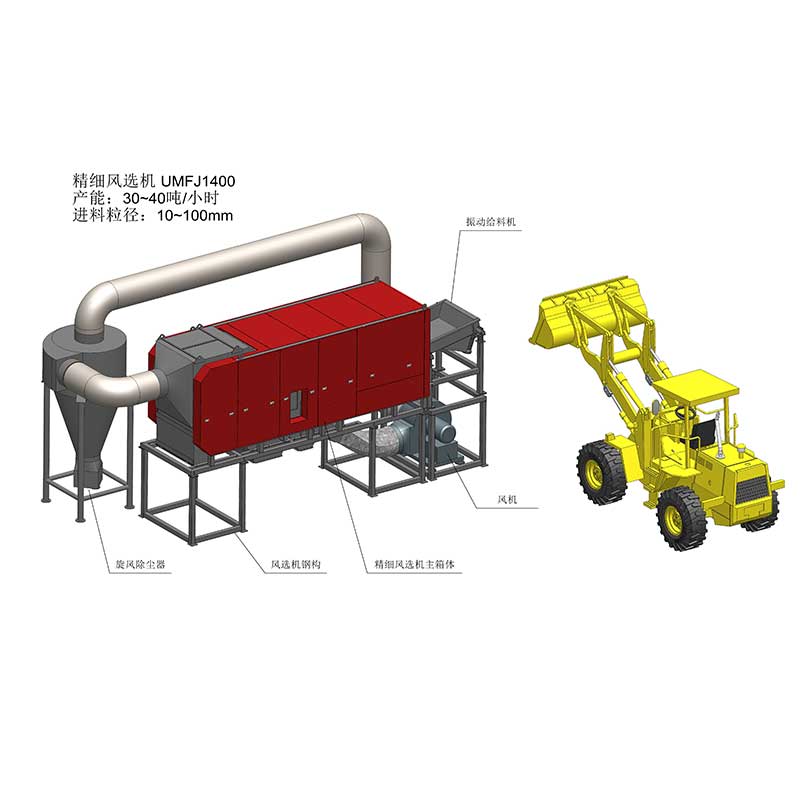
Отдельного внимания заслуживает сегмент переработки твердых бытовых и промышленных отходов (ТБО и ТПО), где требования к надежности конвейерных систем возрастают многократно. В этой отрасли, представленной такими компаниями, как ООО «Ляньмай Экологические Технологии» (Сучжоу), приводные станции работают в агрессивных средах с высокой запыленностью, наличием абразивных частиц и риском заклинивания ленты нестандартными предметами.
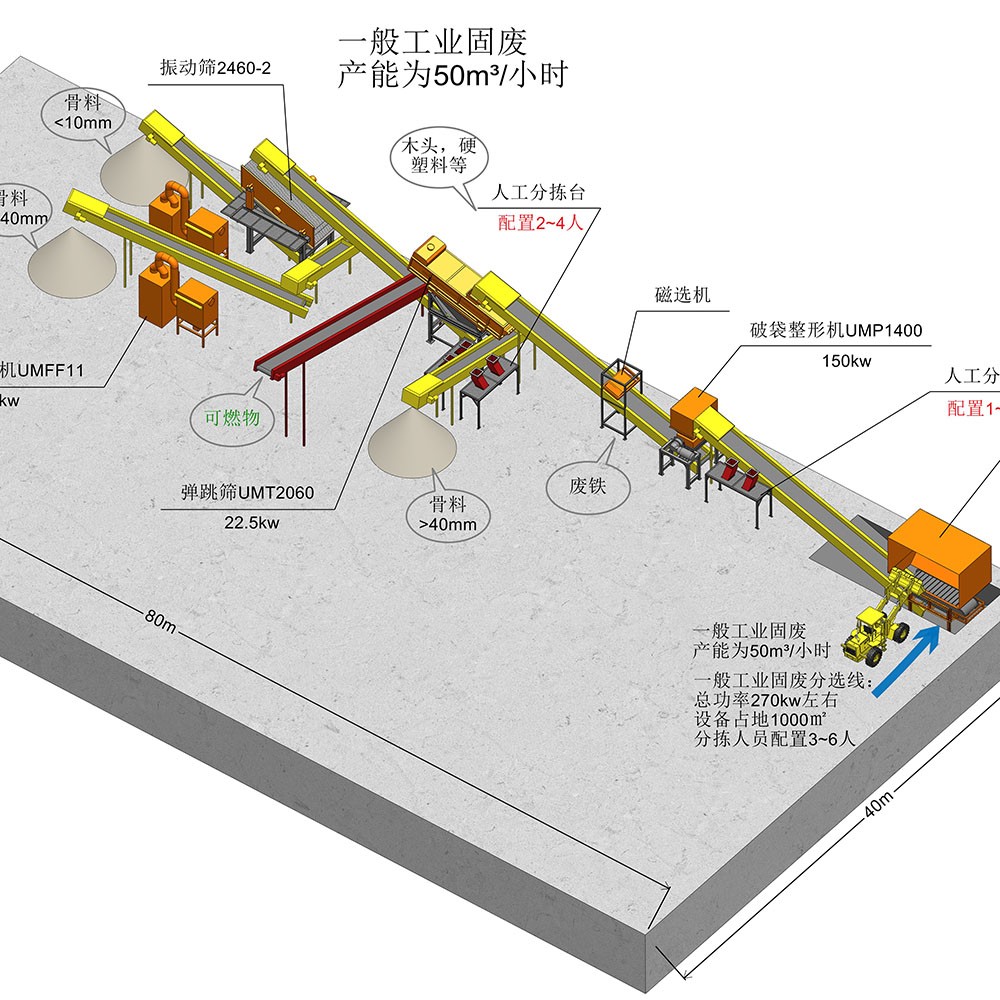
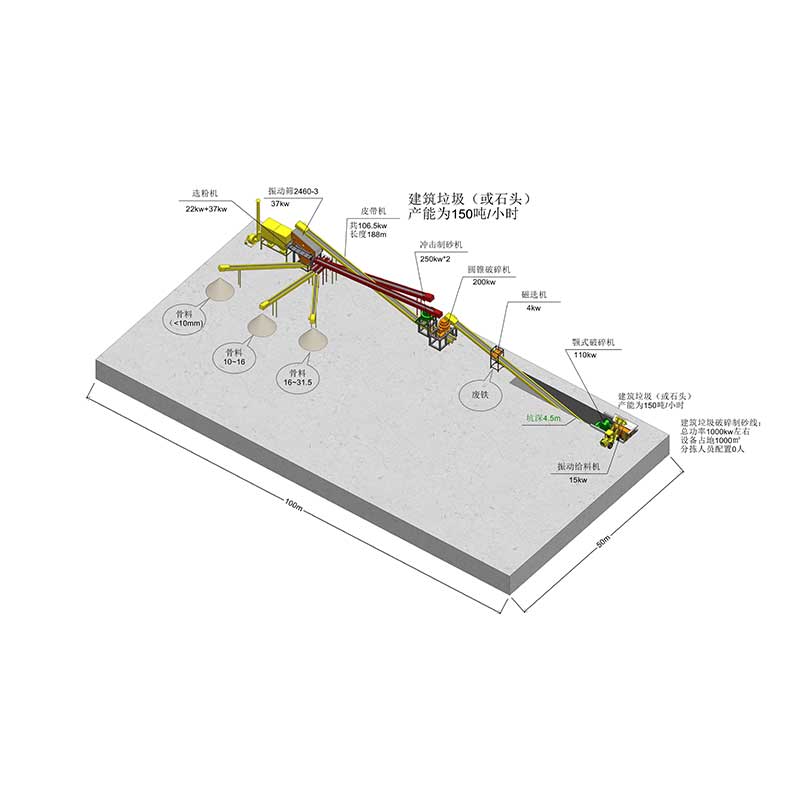
Компания «Ляньмай», специализирующаяся на комплексных решениях для утилизации отходов, внедряет в свои линии по дроблению алюминиевого лома, сортировке строительных отходов и производству RDF-топлива конвейерные системы особой конструкции. Здесь приводная станция ленточного конвейера должна обеспечивать не только высокую производительность (от 5 до 150 тонн в час в зависимости от типа сырья), но и способность выдерживать резкие скачки нагрузки при подаче крупногабаритных фракций или смешанных отходов полигонов.
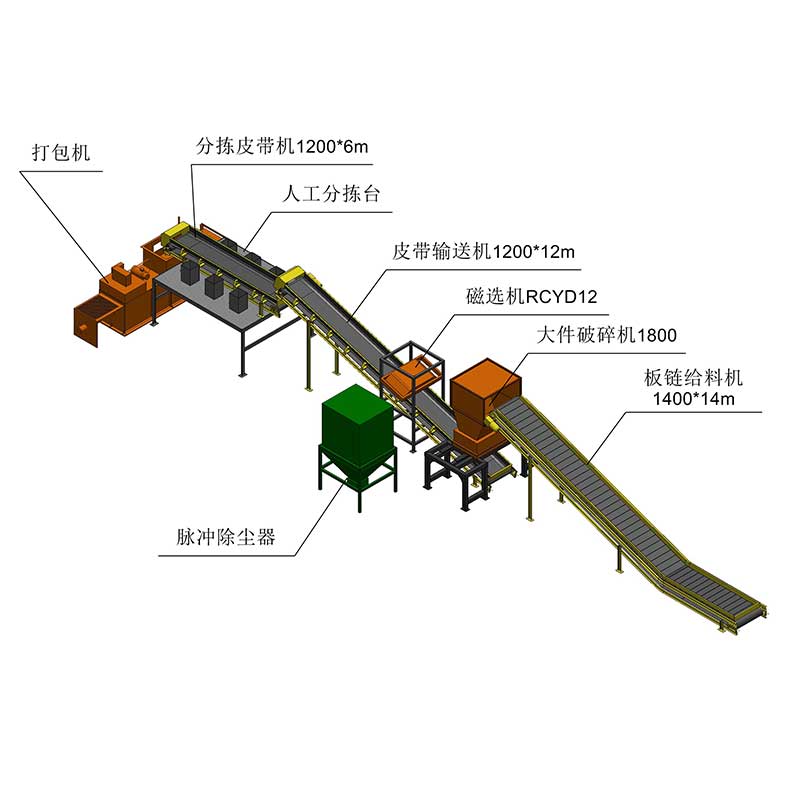
В линиях переработки, включающих машины для вскрытия мешков, упругие сита, магнитные и воздушные сепараторы, критически важна синхронизация работы всех узлов. Приводы конвейеров, подающих материал на дробилки и прессы для брикетирования, часто оснащаются усиленными редукторами и системами защиты от перегрузок. Опыт «Ляньмай» показывает, что использование приводов с повышенным запасом прочности и специальными защитными кожухами позволяет минимизировать простои при переработке сложных потоков отходов, таких как выдержанные отходы захоронения или крупногабаритный мусор. Надежность транспортной системы в таких проектах напрямую влияет на эффективность всего цикла рециклинга и обезвреживания отходов.
Практические советы по эксплуатации и обслуживанию
Даже самая совершенная приводная станция ленточного конвейера не прослужит долго без грамотного обслуживания. Опыт эксплуатации на российских предприятиях выявил ряд типичных ошибок, которых следует избегать.
Контроль уровня и качества масла. Это пункт номер один. Многие аварии происходят из-за того, что персонал забывает менять масло в редукторе после обкатки (первые 500 часов работы) или использует несоответствующие марки масел. В зимний период необходимо строго следить за работой подогревателей и не запускать редуктор без предварительного прогрева масла до рабочей температуры (обычно не ниже +10…+15°C).
Юстировка и центровка. Неправильная установка двигателя относительно редуктора и редуктора относительно барабана приводит к быстрому разрушению муфт и подшипников. Использование лазерных систем центровки при монтаже стало обязательным требованием для сохранения гарантии. Регулярная проверка соосности (раз в полгода) позволяет выявить смещения фундамента из-за вибраций или температурных деформаций.
Вибродиагностика. Внедрение систем постоянного мониторинга вибрации позволяет прогнозировать выход из строя подшипников качения за недели до аварии. Характер спектра вибрации четко указывает на тип дефекта: нарушение геометрии дорожек качения, дисбаланс ротора или расцентровку валов. Игнорирование этих сигналов ведет к катастрофическим последствиям.
Будущее приводных технологий: взгляд в 2027 год и далее
Развитие приводных станций движется в сторону большей автономности и энергоэффективности. Ожидается массовое внедрение двигателей с постоянными магнитами, которые обладают более высоким КПД и меньшими габаритами по сравнению с традиционными асинхронными машинами. Также перспективным направлением является использование гидроприводов для сверхмощных конвейеров, где они позволяют реализовать бесступенчатое регулирование скорости и высокую перегрузочную способность.
Цифровая трансформация продолжит набирать обороты. Концепция «цифрового двойника» приводной станции позволит операторам в режиме реального времени видеть нагрузку на каждый зуб шестерни и прогнозировать остаточный ресурс узла с точностью до часа. Это откроет путь к полностью автоматизированным карьерам и складам, где участие человека в процессе обслуживания сведется к минимуму.
FAQ: Часто задаваемые вопросы
Какой срок службы у современной приводной станции?
При соблюдении регламента технического обслуживания и правильном подборе под условия эксплуатации ресурс редуктора составляет не менее 30 000–40 000 моточасов (примерно 5-7 лет непрерывной работы). Подшипники и уплотнения требуют замены чаще — каждые 15 000–20 000 часов.
Можно ли модернизировать старую приводную станцию?
Да, в большинстве случаев возможна модернизация. Чаще всего заменяют электродвигатель на более энергоэффективный, устанавливают современный частотный преобразователь вместо устаревшей схемы пуска и меняют масло на синтетическое. Полная замена редуктора требуется реже, только при критическом износе зубчатых передач.
Как выбрать привод для работы при температуре -50°C?
Необходимо заказывать исполнение УХЛ1. Обязательные требования: корпус из хладостойкой стали или высокопрочного чугуна, синтетическое масло (ПАО), встроенные ТЭНы подогрева картера, морозостойкие манжеты и сальники, а также шкаф управления с обогревом. Обычное исполнение при таких температурах работать не будет.
В чем разница между цилиндрическим и коническо-цилиндрическим редуктором?
Цилиндрические редукторы используются, когда валы двигателя и барабана расположены параллельно (чаще всего через дополнительную передачу или если двигатель стоит рядом). Коническо-цилиндрические применяются, когда нужно изменить направление вращения на 90 градусов, например, если двигатель расположен перпендикулярно оси конвейера для экономии места.
Заключение
Выбор приводной станции в 2026 году — это стратегическое решение, влияющее на экономику всего предприятия. Рынок предлагает широкий спектр решений: от бюджетных отечественных агрегатов до высокотехнологичных комплексов с цифровым управлением, включая специализированные решения для экологических проектов. Ключ к успеху лежит не в погоне за самым дешевым вариантом, а в тщательном расчете нагрузок, учете климатических особенностей региона и выборе поставщика с надежной сервисной поддержкой. Правильно подобранная и грамотно эксплуатируемая приводная станция ленточного конвейера станет гарантом бесперебойной работы вашего бизнеса на долгие годы, окупив вложения за счет высокой надежности и энергоэффективности.
Источники информации и нормативная база:
- ГОСТ 31576-2012 «Конвейеры ленточные общие технические условия».
- ГОСТ 15150-69 «Машины, приборы и другие технические изделия. Исполнения для различных климатических районов».
- Отчет Ассоциации производителей подъемно-транспортного оборудования (АПТО) «Состояние рынка конвейерного оборудования РФ», март 2026 г. apto-russia.ru
- Журнал «Горная Промышленность России», спецвыпуск «Технологии транспорта сыпучих грузов», февраль 2026 г. mining-media.ru
- Каталоги ведущих российских производителей редукторной техники и профильных интеграторов (обобщенные данные), 2026 г.