

В условиях ужесточения санитарных норм и роста требований к автоматизации производственных линий, пластинчатый конвейер в пищевой промышленности перестал быть просто средством транспортировки сырья. В 2026 году это высокотехнологичный узел, от надежности которого зависит вся цепочка создания стоимости — от приемки молока или зерна до упаковки готовой продукции. Российский рынок оборудования переживает тектонические сдвиги: уход западных вендоров освободил нишу для новых инженерных решений, адаптированных под суровый климат от Калининграда до Камчатки и строгие стандарты ГОСТ. Выбор правильной машины сегодня — это не просто покупка «железа», а инвестиция в бесперебойность процессов, где цена простоя может исчисляться миллионами рублей в час.
«Современный пластинчатый транспортер — это симбиоз механики, материаловедения и цифрового контроля. Ошибка в выборе типа цепи или материала пластины в 2026 году обойдется предприятию дороже, чем первоначальная стоимость самого агрегата».
Трансформация рынка конвейерного оборудования в РФ: реалии 2026 года
Российская пищевая индустрия столкнулась с уникальным вызовом. С одной стороны, необходимость импортозамещения диктует поиск отечественных аналогов или поставщиков из дружественных стран. С другой — технологический разрыв, образовавшийся после 2022 года, потребовал быстрой адаптации существующих линий под новые компоненты. Пластинчатые конвейеры, благодаря своей конструкции, оказались наиболее устойчивым классом оборудования к этим потрясениям. Их способность работать с абразивными, горячими, липкими и тяжелыми продуктами делает их незаменимыми в мясопереработке, производстве консервов, хлебопекарном деле и молочной отрасли.
Статистика за первый квартал 2026 года показывает рост спроса на данное оборудование на 18% по сравнению с аналогичным периодом прошлого года. Это связано не только с расширением производств, но и с модернизацией старых линий, где ленточные транспортеры не справлялись с новыми задачами гигиены и нагрузками. Ключевым фактором стала возможность локализации производства комплектующих. Если раньше критические узлы (специальные цепи, направляющие из сверхвысокомолекулярного полиэтилена) закупались в ЕС, то сейчас российские заводы, такие как профильные предприятия в Челябинске и Краснодаре, а также партнеры из Китая и Индии, полностью закрыли эту потребность.
Важно отметить изменение подхода к проектированию. Инженеры больше не ориентируются на универсальные решения. Пластинчатый конвейер в пищевой промышленности теперь проектируется под конкретный продукт с учетом его реологии, температуры и агрессивности среды. Например, для транспортировки замороженных полуфабрикатов требуются стали с особой морозостойкостью, способные выдерживать циклические нагрузки при температурах до -40°C без хрупкого разрушения, что критично для складских комплексов Сибири и Дальнего Востока.
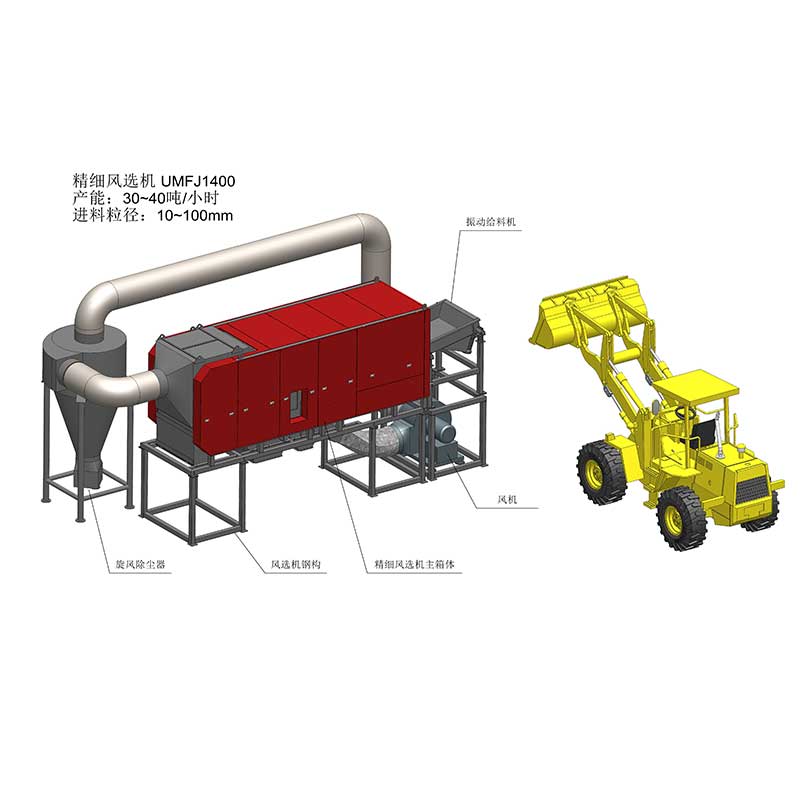
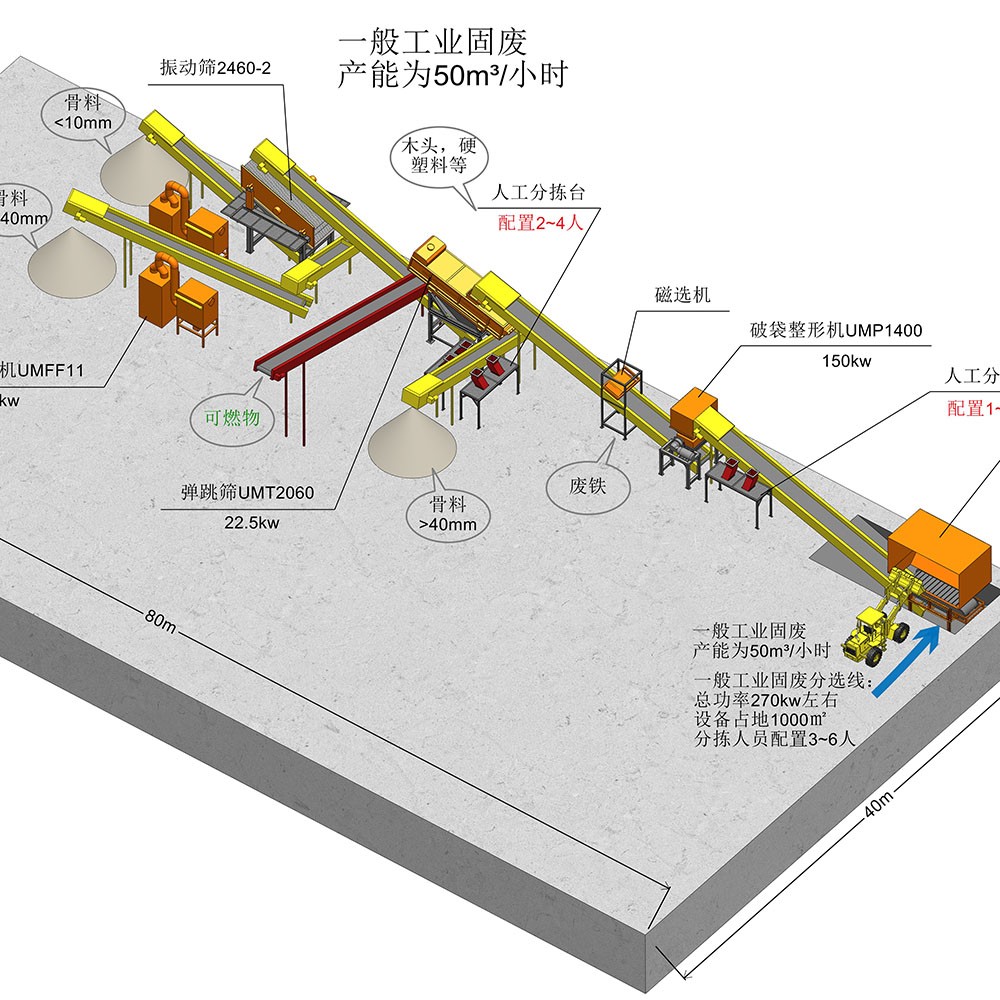
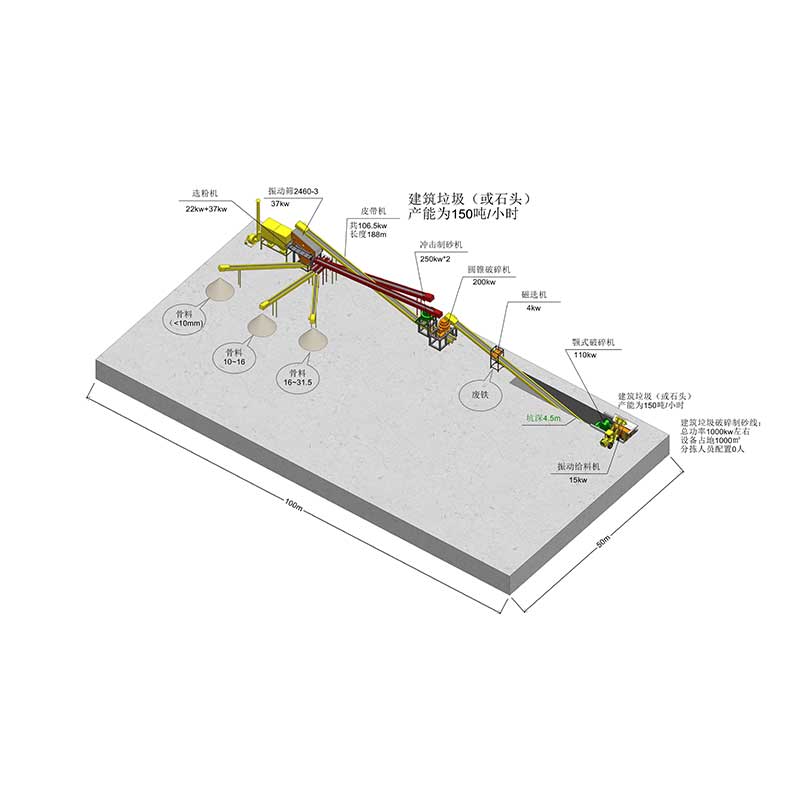
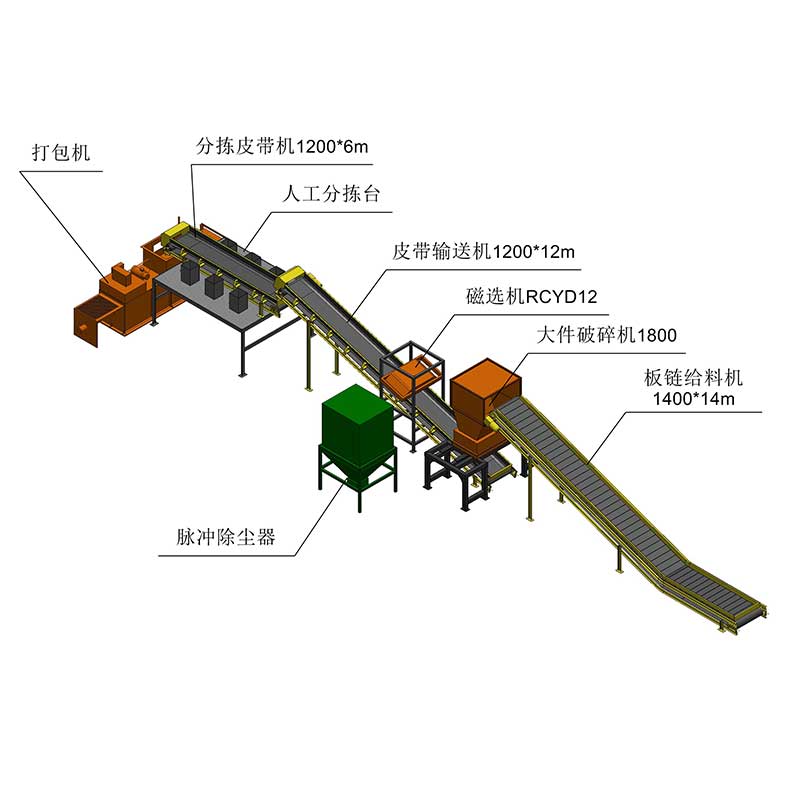
Эта тенденция к созданию специализированных, надежных транспортных систем наблюдается не только в пищепроме, но и в смежных отраслях переработки вторичного сырья. Ярким примером международного сотрудничества и адаптации технологий является компания ООО «Ляньмай Экологические Технологии» (Сучжоу). Специализируясь на комплексных решениях для утилизации твердых отходов, они успешно интегрируют мощные пластинчатые конвейеры в свои линии по переработке алюминиевого лома, строительных отходов и производству RDF-топлива. Опыт «Ляньмай» демонстрирует, что современные транспортеры должны выдерживать экстремальные нагрузки (до 150 тонн/час) и работать с крайне абразивными средами, что требует тех же принципов инженерного расчета, что и в пищевой индустрии: использования износостойких материалов, надежных приводов и модульной конструкции для легкого обслуживания. Такие международные кейсы подтверждают: независимо от того, транспортируете ли вы зерно или измельченный мусор, надежность тягового органа и гигиеничность (или в случае отходов — герметичность) конструкции остаются приоритетом №1.
Ключевые драйверы спроса в текущем году
- Гигиенический дизайн: Требования ТР ТС 021/2011 «О безопасности пищевой продукции» стали строже. Конструкции должны обеспечивать полную моимость, отсутствие застойных зон и возможность сухой смазки цепей пищевыми составами.
- Энергоэффективность: Рост тарифов на электроэнергию заставил производителей внедрять частотные преобразователи нового поколения и мотор-редукторы с КПД выше 92%.
- Адаптивность к сырью: Изменение логистических цепочек привело к тому, что на переработку поступает сырье с разными характеристиками. Оборудование должно быть гибким.
| Параметр | Показатель 2023 г. | Показатель 2026 г. (прогноз/факт) | Комментарий эксперта |
|---|---|---|---|
| Доля импортных комплектующих | ~65% | <15% | Локализация цепей и звездочек достигла критической массы. |
| Средний срок поставки | 4-6 месяцев | 3-5 недель | Складские программы российских заводов сократили время ожидания. |
| Стоимость владения (руб./час) | Высокая (из-за простоев) | Снижена на 22% | За счет предиктивной диагностики и улучшенной ремонтопригодности. |
| Рабочий температурный диапазон | -20…+80°C | -45…+120°C | Расширение географии применения и типов продуктов. |
Конструктивные особенности и технические нюансы выбора
При выборе пластинчатого конвейера в пищевой промышленности недостаточно смотреть лишь на заявленную производительность в тоннах в час. Дьявол кроется в деталях исполнения тягового органа и несущих элементов. Основу системы составляет цепь, которая испытывает колоссальные растягивающие и изгибающие нагрузки. В 2026 году стандартом де-факто становятся круглозвенные и пластинчатые роликовые цепи из легированных сталей с поверхностной закалкой или нанесением антикоррозийных покрытий (цинк-никель, специальные полимеры).
Особое внимание следует уделить материалу самих пластин. Для влажных сред и мойки под высоким давлением идеально подходят пластины из нержавеющей стали марки 12Х18Н10Т (аналог AISI 321) или более стойкой 10Х17Н13М2Т (AISI 316). Однако для транспортировки сухих продуктов (зерно, сахар, мука) экономически целесообразнее использовать высокопрочные инженерные пластики или композиты, которые снижают общий вес цепи и нагрузку на привод.
Направляющие элементы эволюционировали. Вместо традиционного металла, подверженного износу и требующего постоянной смазки (что недопустимо в пище), повсеместно внедряются профили из ультраполиэтилена (UHMW-PE). Этот материал обладает коэффициентом трения ниже, чем у тефлона, и высокой износостойкостью. В российских условиях, где перепады температур в неотапливаемых цехах могут быть значительными, важно выбирать марки ультраполиэтилена, стабилизированные к УФ-излучению и низким температурам, чтобы избежать растрескивания.
Типология приводных станций
Сердце конвейера — привод. Ошибочный выбор мощности или типа редуктора ведет к быстрому выходу из строя всей линии. Современные решения предполагают использование мотор-редукторов с прямым приводом или соосными цилиндрическими редукторами.
- Цепные передачи: Классическое решение, надежное, но требующее регулярного обслуживания и смазки. Подходит для тяжелых условий.
- Зубчато-ремонные передачи: Обеспечивают плавность хода, низкий уровень шума и отсутствие необходимости в смазке. Идеально для чистых производств (молочная отрасль, детское питание).
- Фрикционные приводы: Применяются реже, в основном для легких грузов, но имеют преимущество в простоте регулировки натяжения.
Важнейшим аспектом является система натяжения. Автоматические системы натяжения с пружинными или гидравлическими компенсаторами позволяют поддерживать постоянное усилие в цепи независимо от ее удлинения в процессе эксплуатации. Это исключает проскальзывание звездочки и неравномерный износ, что напрямую влияет на срок службы пластинчатого конвейера в пищевой промышленности. Ручные системы натяжения, хоть и дешевле, требуют постоянного вмешательства оператора и часто становятся причиной аварийных остановок.
«Мы наблюдаем тенденцию отказа от открытых зубчатых передач в пользу закрытых редукторных узлов с высоким классом пылевлагозащиты (не ниже IP65). В условиях повышенной влажности и наличия мучной пыли это вопрос не удобства, а пожарной безопасности и долговечности».
Санитария и гигиена: новый стандарт безопасности
Пищевая безопасность в России регулируется жесткими техническими регламентами Таможенного союза. Конвейерное оборудование должно соответствовать принципам гигиенического дизайна. Что это значит на практике для пластинчатого конвейера?
Во-первых, конструкция должна быть самодренируемой. Никаких горизонтальных поверхностей, где может скапливаться вода, остатки продукта или моющие средства. Все сварные швы должны быть зачищены и отполированы до состояния основного металла, чтобы исключить образование микропор для размножения бактерий (биофильмов).
Во-вторых, материалы должны быть инертными. Они не должны вступать в реакцию с кислотами, щелочами, жирами или самим продуктом. Использование пластиков, не имеющих сертификатов допуска к контакту с пищей, категорически запрещено. В 2026 году поставщики обязаны предоставлять полный пакет деклараций соответствия ТР ТС 021/2011 и протоколы миграции веществ.
В-третьих, доступ для обслуживания и мойки. Конструкция должна позволять быстрый демонтаж ключевых узлов без использования сложного инструмента. Съемные пластины, быстросъемные крышки подшипниковых узлов, открытая рама — все это ускоряет процесс санации (CIP-мойка или ручная мойка) и снижает риск перекрестного загрязнения.
Особую проблему представляют зоны смазки. Традиционные масленки уходят в прошлое. Современные пластинчатые конвейеры в пищевой промышленности оснащаются системами централизованной автоматической смазки, подающими пищевой консистентный состав строго в зону трения, либо используют самосмазывающиеся втулки из спеченных материалов с пропиткой пищевым маслом. Это исключает попадание технической смазки на продукт.
Сравнение материалов контактных поверхностей
| Материал | Применение | Устойчивость к мойке | Температурный предел | Риски |
|---|---|---|---|---|
| Нержавеющая сталь AISI 304 | Универсальное, сухие и влажные продукты | Высокая | до +200°C | Коррозия в хлорсодержащих средах при длительном воздействии |
| Нержавеющая сталь AISI 316 | Агрессивные среды, морепродукты, соления | Очень высокая | до +200°C | Высокая стоимость |
| Полиацеталь (POM) | Сухие продукты, упаковка | Средняя (боится пара) | до +90°C | Хрупкость при ударах на морозе |
| Полипропилен (PP) | Влажные продукты, заморозка | Высокая | до +100°C | Низкая механическая прочность при высоких нагрузках |
| UHMW-PE (Сверхвысокомолекулярный ПЭ) | Направляющие, скольжение | Отличная | до +80°C (спец. марки до -200°C) | Ползучесть под постоянной нагрузкой |
Адаптация к российским условиям эксплуатации
Россия — страна контрастов. Пищевое производство может располагаться в жарком Краснодаре или в Якутии, где зимние температуры опускаются ниже -50°C. Пластинчатый конвейер в пищевой промышленности должен быть готов к работе в этих экстремальных условиях.
Для северных исполнений критически важен выбор марок сталей с гарантированной ударной вязкостью при низких температурах (класс КС55 и выше по ГОСТ). Обычная конструкционная сталь при таких морозах становится хрупкой как стекло. Подшипниковые узлы должны заполняться морозостойкими смазками, сохраняющими пластичность до -60°C. Электродвигатели и шкафы управления требуют исполнения УХЛ1 (для размещения на улице или в неотапливаемых помещениях) с подогревом шкафов для предотвращения конденсата при запуске.
Логистика запчастей также играет роль. При выборе поставщика необходимо оценивать не только цену оборудования, но и наличие сервисных центров в вашем федеральном округе. Простой линии из-за отсутствия звезды или участка цепи в удаленном регионе может стоить компании репутации и контрактов. Ведущие российские производители создают региональные склады запчастей, что сокращает время реакции на аварию до 24-48 часов.
Еще один фактор — нестабильность качества сырья. Если ранее заводы работали на импортном оборудовании с идеальными параметрами сырья, то теперь приходится перерабатывать продукцию от разных поставщиков с варьирующимися характеристиками. Конвейер должен иметь запас прочности по нагрузке минимум 20-30% от расчетного, чтобы справляться с пиковыми перегрузками, например, при подаче смерзшихся комьев продукции или нестандартной тары.
Чек-лист при приемке оборудования
- Проверка сертификатов на материалы (сталь, пластик, смазки).
- Визуальный осмотр сварных швов (отсутствие пор, подрезов, зачистка).
- Тестовый прогон под нагрузкой в течение минимум 4 часов.
- Проверка работы систем безопасности (аварийные тросы, датчики схода цепи).
- Наличие паспорта на русском языке с полной схемой смазки и перечнем ЗИП.
- Соответствие габаритов проектным размерам с учетом допусков монтажа.
Экономическая эффективность и прогноз окупаемости
Инвестиции в современный пластинчатый конвейер в пищевой промышленности окупаются не только за счет увеличения скорости линии. Главная экономия скрыта в снижении операционных расходов (OPEX). Энергопотребление новых приводов ниже на 15-20%. Расход смазочных материалов сокращается в разы благодаря использованию полимерных направляющих и эффективных уплотнений. Но самый весомый аргумент — снижение потерь продукта.
Герметичное соединение пластин и точная центровка цепи минимизируют просыпание продукта (например, крупы или сахара), что при больших объемах переработки дает существенную экономию. Кроме того, бережная транспортировка снижает процент боя и повреждения упаковки, что напрямую влияет на выход годной продукции.
В условиях 2026 года срок окупаемости качественного конвейерного оборудования составляет в среднем 12-18 месяцев. Более дешевые аналоги, собранные из кустарных компонентов, часто требуют капитального ремонта уже через год эксплуатации, нивелируя первоначальную выгоду. Рынок стал более зрелым: покупатели понимают, что совокупная стоимость владения (TCO) важнее цены покупки.
Перспективным направлением является интеграция конвейеров в единую систему управления предприятием (MES/ERP). Датчики вибрации, температуры подшипников и тока двигателя передают данные в облако, где алгоритмы искусственного интеллекта прогнозируют остаточный ресурс узлов. Это позволяет переходить от планово-предупредительных ремонтов к ремонтам по фактическому состоянию, избегая как внезапных поломок, так и излишнего обслуживания исправных деталей.
«Цифровизация конвейерных линий — это не дань моде. В 2026 году возможность удаленного мониторинга состояния пластинчатого конвейера в пищевой промышленности становится обязательным требованием для крупных холдингов, стремящихся к прозрачности производственных процессов».
Практические рекомендации по выбору поставщика
Выбор партнера для поставки конвейерного оборудования — стратегическая задача. Не стоит гнаться за самой низкой ценой. Демпинг часто достигается за счет экономии на металле (использование пересорта), упрощения конструкции (отсутствие ребер жесткости) или использования дешевых комплектующих неизвестного происхождения.
При оценке коммерческих предложений обратите внимание на следующие аспекты:
1. **Инженерная поддержка:** Способен ли поставщик провести аудит вашей линии и предложить индивидуальное решение, а не просто продать каталожную позицию?
2. **Референс-лист:** Запросите контакты действующих клиентов, работающих в схожих условиях, и узнайте о реальном сроке службы оборудования.
3. **Гарантийные обязательства:** Четко прописаны ли условия гарантии? Покрывает ли она не только замену деталей, но и выезд специалистов?
4. **Производственная база:** Есть ли у поставщика собственное производство или он выступает только как торговец? Собственное производство гарантирует контроль качества и возможность срочного изготовления запчастей.
Рынок России в 2026 году предлагает широкий выбор отечественных производителей, которые за последние годы совершили качественный скачок в технологиях. Многие из них используют европейское металлообрабатывающее оборудование и лицензионное ПО для расчетов, обеспечивая качество не хуже мировых брендов, но с лучшей адаптацией к местным реалиям и сервисом.
FAQ: Часто задаваемые вопросы
Какой срок службы пластинчатого конвейера в условиях круглосуточной работы?
При правильном подборе материалов и соблюдении регламента обслуживания срок службы основного тягового органа (цепи) составляет от 3 до 5 лет. Несущие конструкции и рама служат 15-20 лет и более. Критическим фактором является качество смазки и отсутствие абразивного износа.
Можно ли модернизировать старый конвейер, заменив только пластины на пластиковые?
Да, такая модернизация возможна и часто целесообразна. Замена металлических пластин на полимерные снижает шум, вес цепи и нагрузку на привод. Однако необходимо проверить совместимость новых пластин со старой цепью и звездочками, а также убедиться, что рама выдержит изменения в динамике движения.
Как конвейер ведет себя при мойке водой под высоким давлением?
Специализированные модели для пищевой промышленности имеют исполнение IP66/IP69K. Подшипниковые узлы защищены двойными уплотнениями, а электрические компоненты вынесены в защищенные шкафы. Важно использовать сертифицированные пищевые смазки, которые не вымываются водой.
Возможна ли работа конвейера при отрицательных температурах (-30°C и ниже)?
Да, при условии использования морозостойких сталей (с ударной вязкостью KCU при минусовых температурах), специальных морозостойких смазок и полимеров, не теряющих эластичности на холоде. Стандартные исполнения могут выйти из строя из-за хрупкого разрушения металла.

Заключение
Выбор оборудования для пищевой отрасли в 2026 году требует взвешенного подхода, основанного на глубоком анализе технологических процессов и условий эксплуатации. Пластинчатый конвейер в пищевой промышленности остается одним из самых надежных и универсальных решений для транспортировки широкого спектра продуктов. Российский рынок готов предложить конкурентоспособные решения, сочетающие передовые технологии, соответствие строгим санитарным нормам и адаптацию к местному климату. Инвестиции в качественное оборудование сегодня — это фундамент стабильного и безопасного производства завтра.
Помните, что экономия на этапе закупки часто приводит к многократным потерям в процессе эксплуатации. Доверяйте профессионалам, требуйте документального подтверждения характеристик и не бойтесь внедрять новые технологические решения, проверенные временем и практикой.

Источники информации и нормативная база
- Технический регламент Таможенного союза ТР ТС 021/2011 “О безопасности пищевой продукции”
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) – ГОСТ на конвейерное оборудование
- Материалы выставки FoodTech & AgroTech Russia 2025-2026: тренды оборудования
- Отраслевые обсуждения и кейсы внедрения на портале Habr (раздел Промышленность)