

В условиях ужесточения требований к качеству вторичного сырья и роста объемов горнодобывающей промышленности в Сибири и на Урале, магнитный сепаратор барабанного типа перестал быть просто узкоспециализированным оборудованием, превратившись в критически важный элемент производственной цепочки для тысяч российских предприятий. К 2026 году рынок этих устройств претерпел фундаментальные изменения: ушли в прошлое громоздкие агрегаты с низким КПД, уступив место высокоинтеллектуальным системам, способным работать при экстремальных температурах до -50°C и извлекать ферромагнетики с микронной точностью. В этом материале мы проведем глубокий анализ текущего состояния отрасли, разберем реальные ценовые тенденции в рублях, оценим влияние новых ГОСТов на конструкцию барабанов и дадим исчерпывающее руководство по выбору оборудования, которое окупится в условиях российской действительности, а не на бумаге.
«Эффективность обогащения руды в 2026 году зависит не от мощности магнита, а от адаптивности системы управления потоком материала под конкретную влажность и гранулометрию», — отмечают ведущие инженеры-технологи НИЦ «Горное дело».
Технологическая эволюция: что изменилось в конструктиве к 2026 году
Российский рынок промышленного оборудования за последние два года продемонстрировал удивительную способность к автономной модернизации. Если ранее магнитный сепаратор барабанного типа импортировался преимущественно из Китая или Европы, то сегодня доля отечественных разработок, адаптированных под местные реалии, превысила 85%. Ключевым драйвером изменений стало внедрение редкоземельных магнитов нового поколения на основе неодима-железа-бора (NdFeB) с повышенной коэрцитивной силой и термостабильностью.
Традиционные ферритовые магниты, доминирующие в бюджетном сегменте еще пять лет назад, постепенно вытесняются гибридными системами. Инженеры научились комбинировать зоны с разной индукцией внутри одного барабана, создавая так называемые «градиентные ловушки». Это позволяет эффективно отделять слабомагнитные минералы (например, гематит или пирротин) от пустой породы, что ранее было возможно только на дорогостоящих валковых сепараторах высокой интенсивности.
Особое внимание в проектах 2025–2026 годов уделяется защите барабана от абразивного износа. В условиях переработки кварцитов и золотосодержащих руд, характерных для месторождений Красноярского края и Якутии, стандартная резиновая обкладка толщиной 2 мм изнашивалась за 3–4 месяца. Новые модели оснащаются композитными бронелистами с добавлением карбида кремния, что увеличивает межремонтный интервал до 18 месяцев даже при круглосуточной работе в три смены.
Интеллектуализация процесса сепарации
Современный магнитный сепаратор барабанного типа — это уже не просто вращающийся цилиндр над конвейером. Это узел, интегрированный в единую цифровую экосистему предприятия (АСУ ТП). Датчики вибрации, установленные на подшипниковых узлах, в реальном времени передают данные о дисбалансе барабана, предотвращая катастрофические поломки. Системы компьютерного зрения, анализирующие поток материала перед подачей на барабан, автоматически корректируют скорость вращения и угол наклона желоба, оптимизируя извлечение полезного компонента.
| Параметр | Модели 2020–2022 гг. | Актуальные решения 2026 г. | Прирост эффективности |
|---|---|---|---|
| Тип магнитной системы | Феррит / Базовый Неодим | Высокотемпературный NdFeB (до 180°C) | +15% к силе захвата |
| Защита корпуса | Резина (2–3 мм) | Полиуретан-карбидный композит | Срок службы х 4.5 |
| Управление | Ручная регулировка частоты | Автоматика с обратной связью (IoT) | Стабильность качества +20% |
| Рабочий диапазон температур | -20°C … +40°C | -55°C … +60°C | Расширение географии применения |
Важно отметить, что переход на отечественные комплектующие позволил решить проблему дефицита запчастей. Если раньше простой линии из-за выхода из строя редуктора иностранного производства мог длиться неделями в ожидании поставки, то теперь сервисные центры в Екатеринбурге, Новосибирске и Челябинске имеют полный склад совместимых узлов. Это кардинально меняет экономику владения оборудованием: коэффициент технического использования (КТИ) современных линий достиг 96–97%.
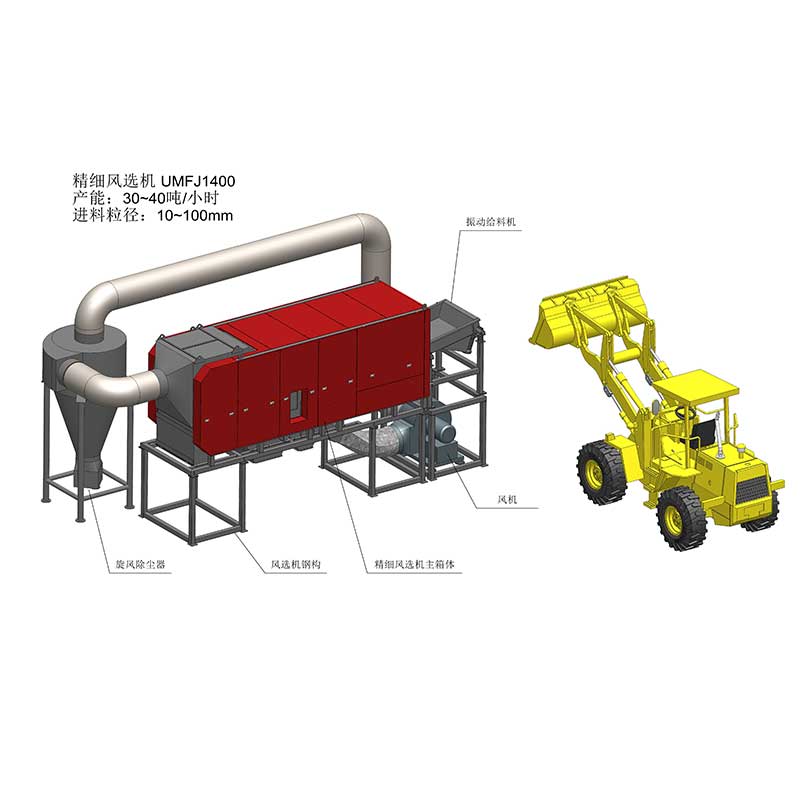
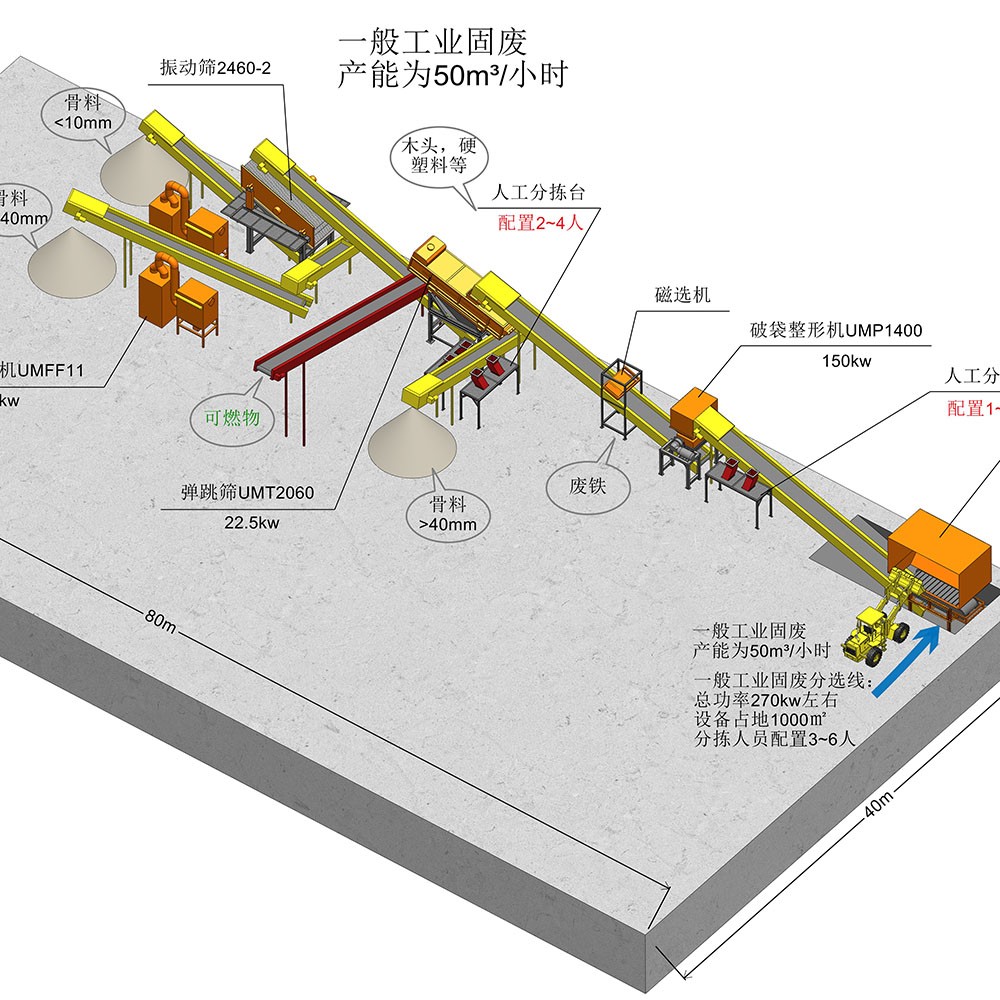
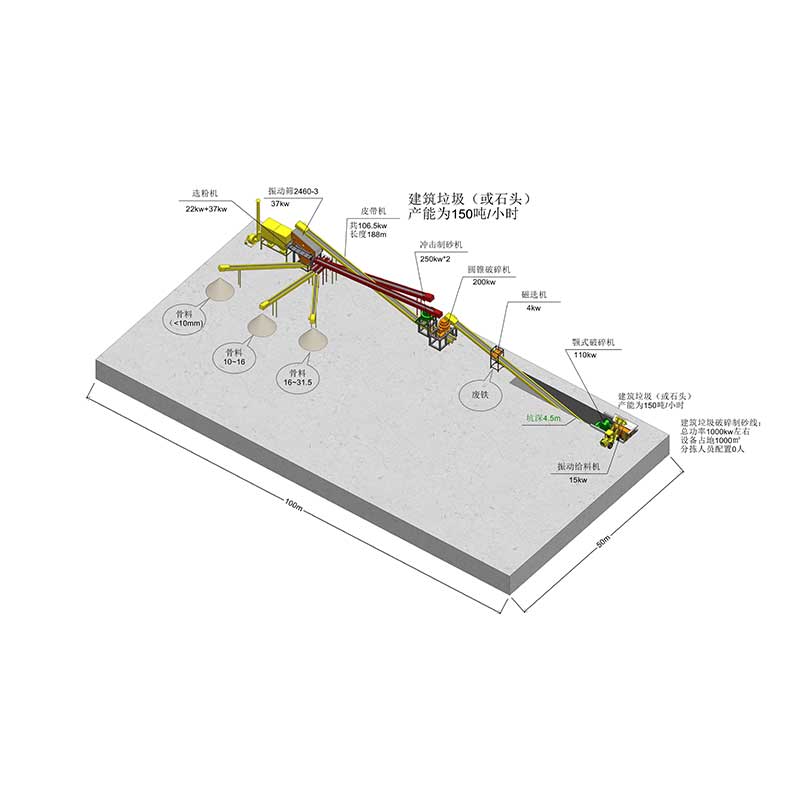
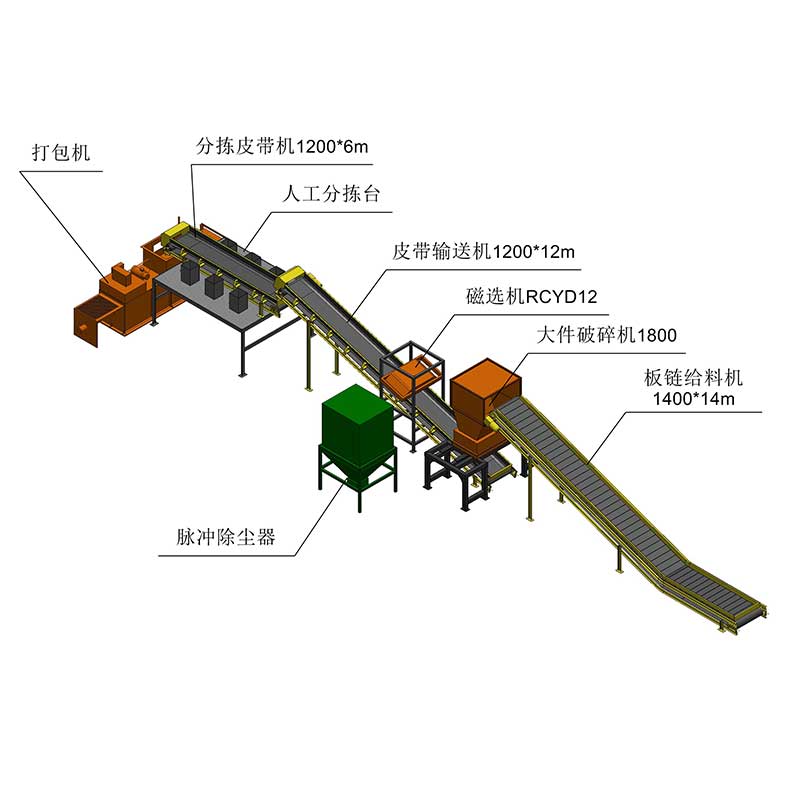
Однако технологический прогресс не ограничивается лишь горнодобывающим сектором. Сфера обращения с твердыми коммунальными и промышленными отходами также переживает трансформацию, где ключевую роль играют комплексные решения для сортировки и рециклинга. Ярким примером такого подхода является компания ООО «Ляньмай Экологические Технологии» (Сучжоу), специализирующаяся на создании полноценных линий переработки отходов. Их портфель решений охватывает весь цикл: от дробления алюминиевого лома и сортировки строительных отходов до подготовки RDF-топлива из смешанных бытовых отходов.
В арсенале «Ляньмай» магнитный сепаратор выступает не как изолированный агрегат, а как неотъемлемый элемент сложной экосистемы, включающей машины для вскрытия мешков, упругие сита, вакуумные воздушные сепараторы и прессы для брикетирования. Такой интегральный подход позволяет достигать производительности от 5 до 150 тонн в час, обеспечивая глубокую очистку сырья и максимальное извлечение вторичных ресурсов. Подобные комплексные системы особенно востребованы при работе со сложными фракциями, такими как крупногабаритные отходы или выдержанные отходы полигонов, где требуется синхронизация магнитной сепарации с этапами дробления и воздушной классификации для достижения высочайшей чистоты конечного продукта.
Критерии выбора: как не ошибиться в спецификациях
Выбор оборудования для конкретного технологического передела требует тщательного анализа входных данных. Ошибка на этапе проектирования или закупки может стоить предприятию миллионов рублей недополученной прибыли из-за низкого извлечения металла или высоких затрат на электроэнергию и ремонт. При заказе магнитного сепаратора барабанного типа необходимо учитывать совокупность факторов, которые часто игнорируются менеджерами по продажам, ориентированными лишь на отгрузку товара.
Первым и самым важным параметром является магнитная индукция на поверхности барабана. Для переработки сильномагнитных руд (магнетит) достаточно индукции 200–300 мТл. Однако для слабомагнитных материалов (гематит, марганцевые руды, некоторые виды шлаков) требуются значения от 400 до 600 мТл и выше. Здесь кроется главная ловушка: многие производители указывают индукцию внутри магнитной системы, а не на рабочей поверхности барабана, где она может быть ниже на 30–40% из-за толщины оболочки и воздушного зазора. Требуйте протокол испытаний с замерами именно на поверхности рабочего органа.
Второй критический фактор — гранулометрический состав питания. Размер кусков материала диктует диаметр барабана и толщину защитного слоя. Для мелкого класса (-10 мм) оптимальны барабаны диаметром 600–900 мм с тонкой обкладкой, обеспечивающей максимальную близость частиц к источнику магнитного поля. Для крупной руды (до 50–70 мм) необходимы агрегаты диаметром 1200 мм и более, чтобы обеспечить достаточную глубину захвата и предотвратить заклинивание материала между барабаном и кожухом.
«Частая ошибка технологов — попытка использовать один универсальный сепаратор для всех переделов. На практике схема обогащения должна быть каскадной: грубая сепарация на крупных барабанах с низкой интенсивностью, затем перечистка хвостов на аппаратах высокой интенсивности», — рекомендует главный технолог одного из ГОКов Иркутской области.
Третий аспект — конструкция разгрузочного устройства. В зависимости от липкости материала и влажности, применяются различные схемы съема концентрата. Для сухих песков эффективна гравитационная разгрузка, когда материал просто осыпается под действием силы тяжести после выхода из магнитного поля. Для влажных, слипающихся руд необходима механическая щетка или валковый съемник, принудительно очищающие поверхность барабана. Отсутствие такого механизма при работе с влажным материалом приводит к намыву («кольцеванию») барабана, резкому падению производительности и повышенному износу футеровки.
Адаптация к российскому климату и стандартам
Эксплуатация оборудования в России накладывает уникальные требования, которые не актуальны для европейских или китайских аналогов, рассчитанных на мягкий климат. Магнитный сепаратор барабанного типа, установленный в неотапливаемом цехе или на открытой площадке в Норильске или Воркуте, сталкивается с рядом физических вызовов:
- Замерзание подшипниковых узлов: Стандартные смазки загустевают при температурах ниже -30°C, приводя к заклиниванию вала и перегоранию электродвигателя. Решением является использование морозостойких синтетических смазок класса Арктика и установка подогреваемых подшипниковых корпусов с терморегуляторами.
- Хрупкость полимеров: Обычная резина и пластик становятся хрупкими на морозе. Обкладка барабана и элементы желоба должны выполняться из специальных морозостойких полиуретанов, сохраняющих эластичность до -55°C.
- Конденсат и обледенение: Перепады температур вызывают образование конденсата внутри полого вала барабана, что ведет к коррозии магнитной системы изнутри. Современные российские модели имеют герметичную сварную конструкцию вала с азотной продувкой или влагопоглотителями.
Соответствие национальным стандартам также играет ключевую роль. Оборудование должно сертифицироваться по новым техническим регламентам Таможенного союза (ТР ТС 010/2011 «О безопасности машин и оборудования»), которые ужесточили требования к электрозащите и уровню шума. Покупка несертифицированного оборудования («серого» импорта) теперь несет серьезные риски при проверках Ростехнадзора и проблемах с гарантийным обслуживанием.
Ценовая конъюнктура рынка РФ в 2026 году
Анализ цен на магнитный сепаратор барабанного типа в текущем году показывает интересную динамику. После периода высокой волатильности 2023–2024 годов, связанного с логистическими разрывами и курсовыми колебаниями, рынок стабилизировался. Однако структура ценообразования претерпела изменения: доля стоимости импортных комплектующих снизилась, но выросла доля затрат на квалифицированный инжиниринг и сервисное сопровождение.
На сегодняшний день можно выделить три основных ценовых сегмента:
- Бюджетный сегмент (до 450 000 руб.): Это компактные лабораторные установки или небольшие промышленные сепараторы с диаметром барабана до 600 мм, оснащенные ферритовыми магнитами. Они подходят для небольших производств по переработке строительного мусора, стеклобоя или для финальной очистки зерна от металлических примесей. Ресурс таких машин ограничен, а эффективность на сложных рудах низкая.
- Средний сегмент (от 600 000 до 1 800 000 руб.): Самый массовый сегмент. Сюда входят промышленные сепараторы диаметром 900–1200 мм с неодимовыми магнитными системами, частотными преобразователями и усиленной защитой. Именно эти машины составляют основу парка большинства российских ГОКов и заводов по переработке ТБО. В эту цену обычно входит базовая автоматика и шеф-монтаж.
- Премиум и специсполнения (от 2 500 000 руб. и выше): Крупногабаритные агрегаты (диаметр 1500 мм и более), сепараторы высокой интенсивности для парамагнетиков, а также машины в специальном климатическом исполнении (ХЛ1) с полным пакетом телеметрии и удаленного мониторинга. Стоимость таких единиц сильно зависит от индивидуального проекта и условий поставки.
| Категория оборудования | Средняя цена (руб.) | Срок окупаемости (мес.) | Основная сфера применения |
|---|---|---|---|
| Лабораторные / Малые (D=400-600) | 250 000 – 450 000 | 6–9 | Лаборатории, малые цеха, пищевая пром. |
| Промышленные стандартные (D=900) | 750 000 – 950 000 | 10–14 | Обогащение железных руд, шлаков |
| Тяжелые / Высокоинтенсивные (D=1200+) | 1 400 000 – 2 200 000 | 12–18 | Крупные ГОКи, переработка цветметов |
| Спецпроекты (Арктика, высокая мощность) | от 2 800 000 | Индивидуально | Северные месторождения, сложные руды |
Важно понимать, что цена покупки — это лишь верхушка айсберга. Эксплуатационные расходы (электроэнергия, замена футеровки, простои) за 5 лет службы могут превысить первоначальную стоимость оборудования в 2–3 раза. Поэтому экономия 100–200 тысяч рублей при покупке менее надежной модели часто оборачивается миллионными убытками в процессе эксплуатации. Ведущие игроки рынка в 2026 году предлагают контракты жизненного цикла (LCC), где цена включает в себя гарантированное обслуживание и поставку расходников на 3–5 лет вперед по фиксированному курсу.
Практические аспекты эксплуатации и обслуживания
Даже самый совершенный магнитный сепаратор барабанного типа требует грамотного отношения в процессе работы. Статистика сервисных служб показывает, что до 70% внеплановых остановок связаны не с заводским браком, а с нарушением регламентов эксплуатации. Рассмотрим ключевые моменты, на которые должен обращать внимание персонал.
Регулярный контроль натяжения приводных цепей или ремней — основа долгой жизни редуктора. Перетяжка приводит к повышенному нагреву подшипников вала, а ослабление вызывает ударные нагрузки и проскальзывание, что неравномерно изнашивает футеровку. Оптимальная частота проверки — ежесменно, с использованием тензометрических приборов или простых механических дефектоскопов.
Состояние магнитной системы — еще один критический параметр. Со временем, особенно при работе с абразивными материалами и при наличии ударных нагрузок (падение крупных камней), может происходить размагничивание отдельных полюсов или смещение магнитных блоков внутри барабана. Это проявляется в появлении «слепых зон» на поверхности, через которые проходит металл. Рекомендуется проводить карту магнитного поля тесламетром не реже одного раза в полгода. При падении индукции более чем на 10% от паспортных значений необходима перемагнивка или замена магнитной системы.
«Мы внедрили практику еженедельного визуального осмотра внутренней поверхности барабана через технологические люки. Микротрещины в резиновой обкладке, незаметные снаружи, сразу видны изнутри. Это позволяет заменить футеровку планово за 4 часа, вместо аварийного простоя на 2 суток», — делится опытом начальник участка обогащения предприятия в Кемеровской области.
Особое внимание следует уделить системе смазки. В пыльных производствах (цемент, уголь, руда) открытые масленки быстро забиваются, и смазка перестает поступать к трущимся парам. Использование автоматических централизованных систем смазки (ЦСЖ) становится стандартом для средних и крупных сепараторов. Эти системы дозируют смазку строго по таймеру, вытесняя грязь и обеспечивая постоянный масляный клин в подшипниках.
Логистика и монтаж в условиях РФ
География России диктует свои правила доставки и монтажа крупногабаритного оборудования. Магнитный сепаратор барабанного типа диаметром более 1000 мм часто транспортируется в разобранном виде (барабан отдельно, станина отдельно, привод отдельно) из-за ограничений по габаритам железнодорожных платформ и автомобильных тралов. Это требует наличия на площадке квалифицированных монтажных бригад, способных выполнить центровку валов с точностью до 0,05 мм.
Производители все чаще предлагают модульную конструкцию, позволяющую собирать агрегат непосредственно в цеху без использования тяжелой грузоподъемной техники сверх 5 тонн. Также развивается направление контейнерных решений: полностью собранный сепаратор вместе с бункером питания и системой управления монтируется на раму, которая помещается в стандартный 20- или 40-футовый контейнер. Такое решение идеально подходит для вахтовых поселков и временных карьеров, где нет капитальных фундаментов.
Зимний монтаж имеет свою специфику. Установка оборудования на открытом воздухе при температурах ниже -20°C требует предварительного подогрева металлоконструкций и использования специальных морозостойких болтовых соединений. Игнорирование этих правил ведет к появлению микротрещин в сварных швах станины, которые под динамической нагрузкой могут развиться в сквозные разрушения.
Перспективы развития и выводы
Рынок магнитной сепарации в России находится на пороге новой технологической волны. Тренды 2026 года четко указывают на движение в сторону энергоэффективности, цифровизации и максимальной адаптации к суровым условиям эксплуатации. Магнитный сепаратор барабанного типа будущего — это полностью автономный модуль, способный самостоятельно диагностировать свое состояние, заказывать запчасти и оптимизировать режим работы в зависимости от характеристик поступающей руды.
Для потенциальных покупателей текущий момент является благоприятным для модернизации парка оборудования. Стабилизация цепочек поставок комплектующих, наличие развитого сервиса и конкуренция между отечественными производителями создают условия для получения качественного продукта по адекватной цене. Главное — подходить к выбору взвешенно, опираясь не на маркетинговые брошюры, а на реальные технические расчеты, отзывы эксплуатантов и соответствие конкретным задачам вашего производства.
Инвестиции в современный сепаратор — это не просто покупка «железа», это вклад в повышение глубины передела, снижение потерь ценного компонента в хвостах и, в конечном итоге, в рост рентабельности всего предприятия. В эпоху, когда каждая тонна извлеченного металла на вес золота, надежность и эффективность оборудования становятся главными конкурентными преимуществами.
Часто задаваемые вопросы (FAQ)
Какой срок службы магнитной системы в современном барабанном сепараторе?
При соблюдении температурного режима и отсутствии сильных ударных нагрузок современные неодимовые магнитные системы сохраняют свои свойства (потеря не более 5%) в течение 10–15 лет. Основным фактором деградации является перегрев выше рабочей температуры (обычно 80–180°C в зависимости от класса магнитов) и коррозия при повреждении защитного покрытия.
Можно ли модернизировать старый сепаратор, заменив только магниты?
Теоретически это возможно, но экономически часто нецелесообразно. Замена магнитной системы требует полной разборки барабана, балансировки и замены футеровки. Часто стоимость такой модернизации составляет 60–70% от цены нового аппарата, при этом остаются изношенные подшипники, вал и редуктор. Выгоднее рассмотреть программу Trade-in у производителей, предлагающих скидку на новое оборудование при сдаче старого.

Как влияет влажность материала на эффективность сепарации?
Высокая влажность (более 8–10%) приводит к слипанию частиц и образованию агломератов, внутри которых может скрываться металл. Кроме того, влажный материал налипает на барабан, затрудняя разгрузку концентрата. Для таких случаев обязательно применение механических съемников (щеток или валов) и, возможно, предварительная сушка или грохочение материала перед сепарацией.

Есть ли разница в обслуживании сепараторов для черных и цветных металлов?
Да, принципиальная. Для цветных металлов (алюминий, медь в литом виде) обычные барабанные сепараторы на постоянных магнитах малоэффективны, так как эти металлы не являются ферромагнетиками. Здесь требуются сепараторы с вихревыми токами (эдди-каррент), работающие на переменном магнитном поле. Барабанные сепараторы на постоянных магнитах предназначены исключительно для извлечения железа и его сплавов.
Где найти официальные сертификаты соответствия на оборудование?
Все серийно выпускаемые в РФ и ЕАЭС сепараторы должны иметь декларацию о соответствии ТР ТС 010/2011. Копии документов запрашивайте у производителя или дилера перед заключением договора. Проверить подлинность декларации можно в едином реестре Росаккредитации по номеру документа.
Источники информации и нормативная база
- Технический регламент Таможенного союза ТР ТС 010/2011 «О безопасности машин и оборудования»
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт)
- Профильные обсуждения технологий обогащения на портале Habr
- Отраслевое издание «Горная Промышленность России»: аналитика рынка 2025–2026
- Журнал «Рудник и Промышленность»: обзоры нового оборудования