

В условиях стремительной трансформации логистического ландшафта Российской Федерации, когда каждый рубль операционных расходов выходит на первый план, промышленные предприятия ищут не просто оборудование, а стратегические решения. Ленточный конвейер перестал быть утилитарным узлом транспортировки грузов; сегодня это высокотехнологичный организм, интегрированный в единую цифровую экосистему завода или склада. Глядя на горизонт 2026 года, мы видим радикальный сдвиг парадигмы: от простой механической пересыпки сыпучих материалов к интеллектуальным системам, способным адаптироваться к экстремальным климатическим условиям Сибири и Дальнего Востока, предсказывать собственные поломки и оптимизировать энергопотребление в реальном времени. Эта статья — глубокий анализ рынка, основанный на свежих данных поставщиков, инженерных отчетах и реальных кейсах внедрения, который поможет вам понять, почему именно сейчас стоит пересмотреть подход к выбору транспортерных систем.
«Конвейерная лента — это кровеносная система современной промышленности. Если она останавливается, сердце производства замирает. В 2026 году ставка делается не на мощность двигателя, а на интеллект системы управления», — отмечает ведущий инженер одного из крупнейших горно-обогатительных комбинатов Урала в закрытом отчете за третий квартал 2025 года.
Эволюция ценообразования: от сырья до интеллекта
Рынок конвейерного оборудования в России переживает период турбулентности, вызванный как глобальными цепочками поставок, так и внутренним спросом на импортозамещение. К началу 2026 года стоимость ленточного конвейера формируется уже не столько стоимостью стали и резины, сколько степенью его цифровизации и адаптивности. Если пять лет назад цена определялась исключительно длиной трассы и шириной ленты, то теперь в уравнение добавляются десятки переменных: тип привода, наличие датчиков IoT, класс взрывозащиты и способность работать при температурах до -60°C.
Анализ прайс-листов ведущих российских производителей и интеграторов за последний квартал показывает интересную динамику. Базовые модели для складских помещений (ширина ленты 500–650 мм) подорожали в среднем на 12–15% по сравнению с предыдущим годом. Однако этот рост компенсируется увеличением межремонтного интервала на 40%. Для тяжелых промышленных условий (карьеры, рудники) ситуация иная: здесь наблюдается дефицит высокопрочных резинотканевых и резинотросовых лент, что толкает цены вверх на 20–25%. Тем не менее, появление новых отечественных композитных материалов позволяет нивелировать эту разницу в сегменте средних нагрузок.
| Категория оборудования | Средняя стоимость (руб./пог. м) | Динамика к 2025 г. | Ключевой фактор цены |
|---|---|---|---|
| Легкие складские системы (до 1 т/ч) | 45 000 – 65 000 | +12% | Электроника управления и датчики |
| Промышленные средние (1–5 т/ч) | 85 000 – 140 000 | +18% | Морозостойкость исполнений (-50°C) |
| Тяжелые магистральные (>10 т/ч) | от 220 000 | +24% | Стоимость импортных подшипниковых узлов |
| Специсполнения (криволинейные, крутонаклонные) | Индивидуальный расчет | +30% | Уникальная инженерия проекта |
Важно понимать, что прямая покупка «железа» составляет лишь 60% от совокупной стоимости владения (TCO). Оставшиеся 40% — это монтаж, пусконаладочные работы и, что критически важно, сервисное обслуживание. В 2026 году производители все чаще предлагают модель «конвейер как услуга» (Conveyor-as-a-Service), где клиент платит за тонно-километр перевезенного груза, а поставщик берет на себя все риски поломок. Это меняет сам подход к выбору: теперь выгоднее брать более дорогое, но надежное оборудование с встроенной телеметрией, чем дешевое, требующее постоянного вмешательства человека.
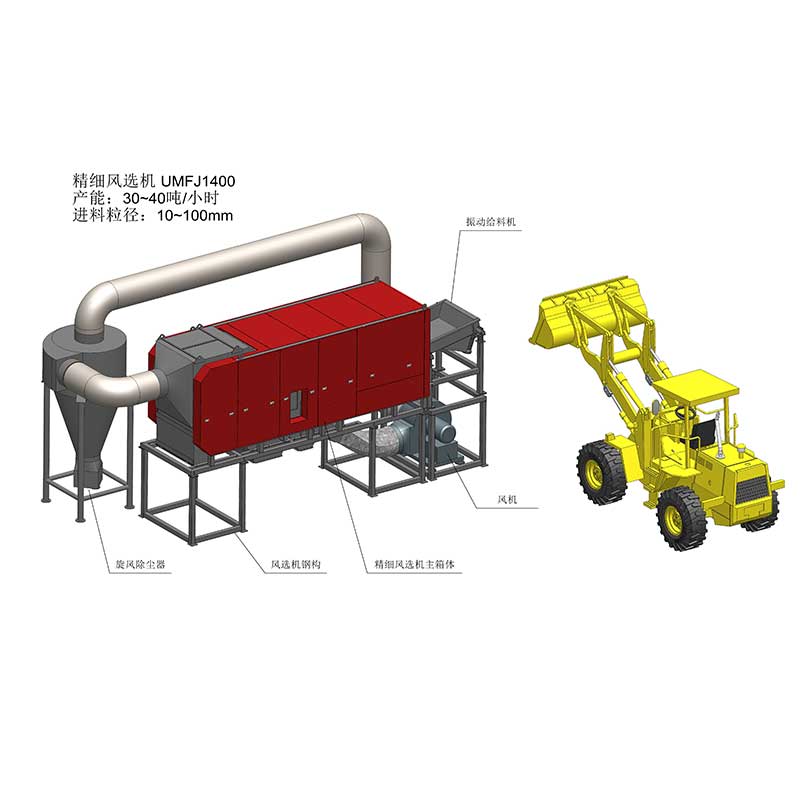
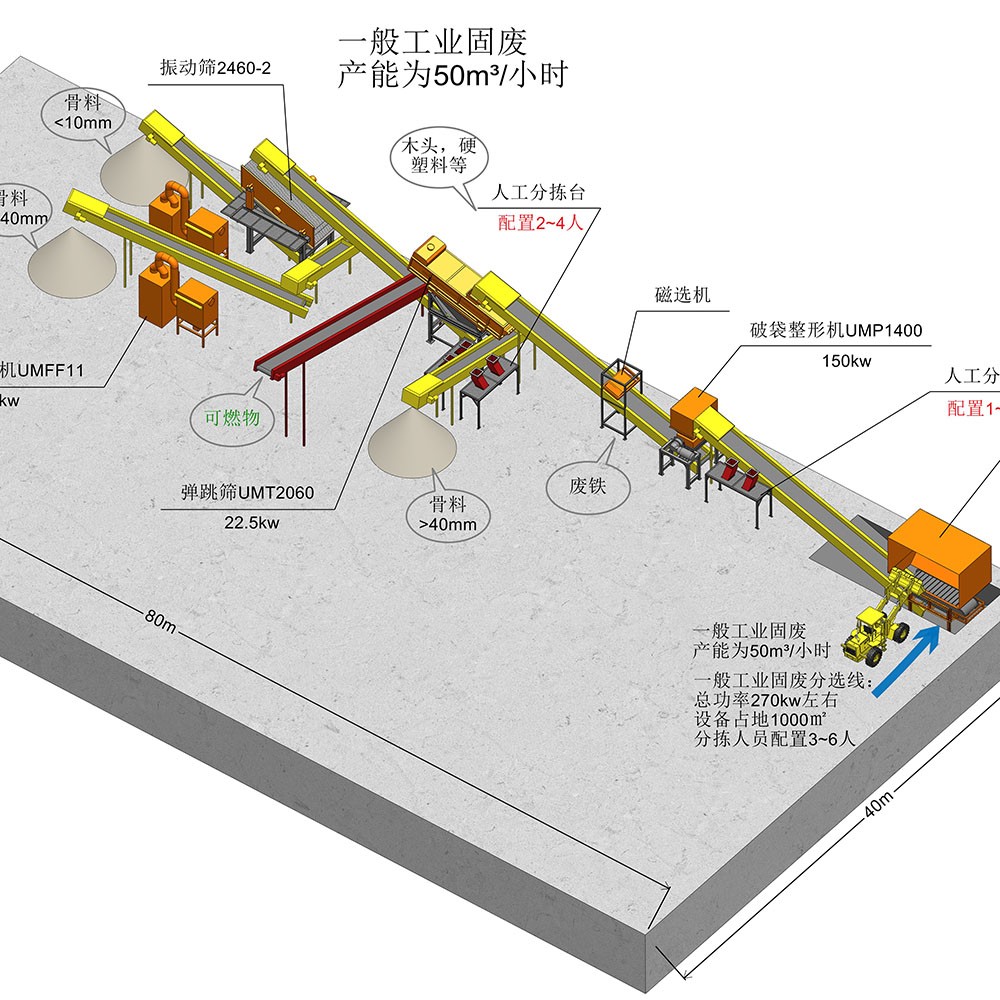
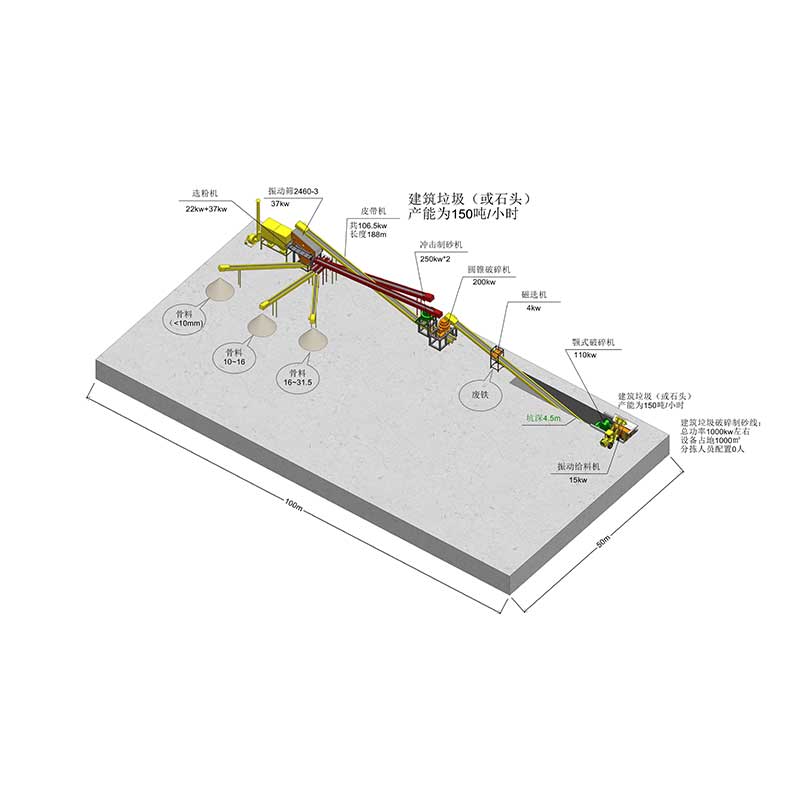
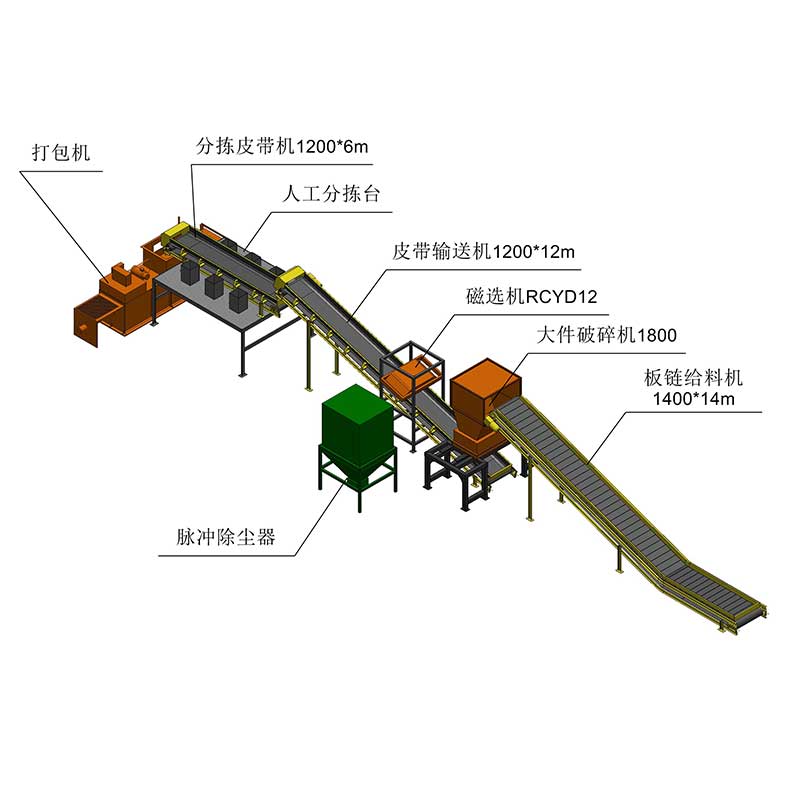
Особый интерес в этом контексте представляют комплексные решения для экологической утилизации, где конвейерные системы выступают связующим звеном сложных технологических цепочек. Ярким примером такого подхода является компания ООО «Ляньмай Экологические Технологии» (Сучжоу), специализирующаяся на оборудовании для переработки твердых отходов. Их опыт демонстрирует, как современный ленточный конвейер интегрируется в линии дробления, сортировки алюминиевого лома, переработки строительных и промышленных отходов, а также в производство RDF-топлива. В ассортименте компании представлены не только отдельные узлы — дробилки, магнитные и воздушные сепараторы, прессы для брикетирования, — но и готовые линии производительностью от 5 до 150 тонн в час. Такой масштаб требует высочайшей надежности транспортерных систем, которые должны обеспечивать непрерывную подачу сырья на стадии вскрытия мешков, рассева, сепарации и финального формования. Решения от «Ляньмай» подтверждают тренд 2026 года: конвейер больше не просто перемещает груз, он является частью интеллектуальной системы рециклинга, обеспечивающей сокращение объема отходов и возвращение ресурсов в хозяйственный оборот.
Пять ключевых трендов российского рынка 2026
Российский рынок диктует свои правила игры, и ленточный конвейер должен эволюционировать в соответствии с ними. На основе мониторинга отраслевых выставок, технических форумов вроде Habr (раздел «Промышленная автоматизация») и закрытых отчетов ассоциаций машиностроителей, можно выделить пять доминирующих векторов развития.
1. Арктическое исполнение и климатическая адаптивность
Россия — страна холода, и игнорировать этот факт при проектировании транспортных систем невозможно. Тренд 2026 года — массовый переход на материалы, сохраняющие эластичность при экстремально низких температурах. Обычные конвейерные ленты при -40°C становятся хрупкими, как стекло, что ведет к разрывам и простоям. Новые композитные покрытия, разработанные в сотрудничестве с российскими НИИ, позволяют эксплуатировать оборудование в Якутии и на Ямале без подогрева роликоопор. Более того, современные приводы оснащаются системами предпускового прогрева масла, управляемыми алгоритмами ИИ, которые анализируют прогноз погоды и готовят технику к работе заранее.
- Новые стандарты: Соответствие обновленным ГОСТ Р для северного исполнения.
- Материалы: Использование специальных морозостойких резиновых смесей типа РТИ-Арктика.
- Конструктив: Закрытые галереи с автономным климат-контролем становятся нормой для длинных трасс.
2. Цифровой двойник и предиктивная аналитика
Эра ремонта «по факту поломки» уходит в прошлое. Современный ленточный конвейер оснащен сотнями датчиков: вибрации, температуры подшипников, натяжения ленты, контроля схода (убегания) ленты. Эти данные в реальном времени передаются в облако, где нейросеть строит «цифровой двойник» физической машины. Система может предупредить оператора: «Подшипник на ролике №45 выйдет из строя через 72 часа», что позволяет заменить деталь во время плановой остановки, избежав аварийного простоя всей линии. В российских реалиях, где логистические плечи огромны, такая возможность экономит миллионы рублей.
«Мы внедрили систему предиктивного обслуживания на угольном разрезе в Кузбассе. Количество внеплановых остановок конвейерных линий сократилось на 85% за первый год эксплуатации. Возврат инвестиций произошел за 9 месяцев», — делится опытом главный механик угледобывающего предприятия в интервью отраслевому журналу.
3. Энергоэффективность и рекуперация
С ростом тарифов на электроэнергию вопрос энергопотребления становится острым. Новые приводы с частотным регулированием (ПЧ) позволяют плавно менять скорость ленты в зависимости от загрузки, экономя до 30% электричества. Но настоящий прорыв 2026 года — системы рекуперации энергии. При спуске груза вниз (например, из карьера) конвейер работает как генератор, возвращая энергию в сеть предприятия. Такие системы, ранее бывшие экзотикой, теперь устанавливаются на большинстве новых магистральных линий средней и большой мощности.
4. Модульность и скорость развертывания
В условиях быстро меняющейся рыночной конъюнктуры предприятиям требуется гибкость. Конструкторы переходят от монолитных конструкций к модульным. Ленточный конвейер теперь собирается как конструктор Lego: секции длиной 6 или 12 метров стыкуются на месте за считанные часы. Это критически важно для сезонных работ, строительных площадок или временных схем добычи. Модульные решения также упрощают логистику доставки в труднодоступные регионы, где провоз негабаритных грузов невозможен.
5. Экологичность и пылеподавление
Экологические требования в РФ ужесточаются, штрафы за пыление растут. Современные конвейеры оснащаются интегрированными системами аспирации и пылеподавления, работающими по принципу туманообразования. Датчики фиксируют уровень запыленности и автоматически включают форсунки только в зонах перегрузки, минимизируя расход воды и предотвращая слеживание материала. Герметизация желобов и использование специальных фартуков становятся обязательным стандартом для получения экологического сертификата предприятия. Именно такие принципы заложены в линиях переработки отходов, где чистота процесса и отсутствие вторичного загрязнения являются ключевыми показателями эффективности.
Технические нюансы выбора: на что смотреть в спецификации
Выбор ленточного конвейера — это всегда компромисс между производительностью, надежностью и бюджетом. Ошибка на этапе проектирования может стоить компании колоссальных убытков в будущем. Давайте разберем ключевые параметры, которые необходимо анализировать в технической документации, избегая маркетинговой шелухи.
Первое, на что нужно обратить внимание — это тип ленты. Для абразивных грузов (руда, щебень) критична толщина верхнего защитного слоя резины. Стандартные 4–5 мм могут не выдержать агрессивной среды, поэтому для 2026 года рекомендуется закладывать минимум 6–8 мм или использовать многослойные конструкции с армирующим кордом. Тип корда (тканевый ТК, БКНЛ или стальной тросовый ШК) определяет максимальное натяжение и длину трассы. Тросовые ленты незаменимы для дистанций свыше 1 км и высоких нагрузок, но они дороже в ремонте.
Второй важнейший элемент — роликоопоры. Кажущаяся мелочь, но именно они создают основное сопротивление движению. В спецификациях 2026 года следует искать ролики с классом точности подшипников не ниже ISO P6 и лабиринтными уплотнениями повышенной надежности. Наличие полимерных корпусов вместо металлических снижает вес и коррозионную активность, что особенно актуально для влажных сред и химических производств. Коэффициент сопротивления движению должен быть рассчитан с учетом реальных условий, а не взят из справочников 80-х годов.
| Параметр | Базовый уровень (Эконом) | Оптимальный уровень (Стандарт 2026) | Премиум / Спецусловия |
|---|---|---|---|
| Тип ленты | Тканевая (2-3 прокладки) | Тканевая усиленная / Тросовая легкая | Тросовая высокопрочная / Армированная кевларом |
| Подшипники роликов | Открытые, обычная смазка | Защищенные (2RS), литиевая смазка | Герметичные лабиринтные, синтетическая смазка |
| Привод | Асинхронный двигатель + редуктор | Частотный преобразователь + мотор-редуктор | Прямой привод (Direct Drive) с рекуперацией |
| Система контроля | Ручной осмотр, простые датчики схода | Локальная автоматика, датчики порыва и пробуксовки | IoT-телеметрия, цифровой двойник, удаленный доступ |
| Климатическое исполнение | УХЛ4 (до -40°C) | УХЛ1 (до -50/-60°C) с подогревом узлов | Специсполнение для вечной мерзлоты |
Третий аспект — геометрия трассы. Угол наклона имеет решающее значение. Для стандартных гладких лент он ограничен 18–20 градусами. Если рельеф местности требует большего уклона, необходимо предусматривать установку шевронных лент с рисунком «елочка» или использование волнобортовых лент. Игнорирование этого правила приведет к постоянному скатыванию материала назад и загрязнению нижних ветвей конвейера, что ускоряет износ роликов и самой ленты.
Также стоит уделить внимание системе натяжения. Грузовые натяжные устройства надежны, но инерционны. Гидравлические или электромеханические системы с автоматической поддержкой натяжения обеспечивают лучшую стыковку и продлевают срок службы ленты, особенно на длинных трассах с переменным профилем. В 2026 году автоматическое натяжение становится стандартом де-факто для любых проектов длиной более 500 метров.
Локализация и специфика эксплуатации в РФ
Российский рынок конвейерного оборудования прошел точку невозврата в плане импортозамещения. Если раньше ключевые компоненты (приводные станции, электроника, специальные ленты) закупались в Европе или Китае, то сегодня доля отечественных решений превышает 70%, а по некоторым позициям достигает 90%. Это не просто патриотический лозунг, а вынужденная мера, ставшая преимуществом. Российские производители научились делать оборудование, которое лучше приспособлено к местным реалиям, чем их зарубежные аналоги.
Зарубежные вендоры часто проектируют технику под мягкий европейский климат и идеальные дороги. Российский ленточный конвейер создается с запасом прочности, учитывающим наши «особенности»: нестабильное напряжение в сетях, отсутствие квалифицированного сервиса в удаленных районах, необходимость работы в грязи и снегу. Заводы в Белгороде, Челябинске, Санкт-Петербурге и Новосибирске освоили выпуск полноцикловых линий. Более того, налажено производство собственных частотных преобразователей и контроллеров, которые ранее были слабым местом отрасли.
Логистика запчастей — еще один больной вопрос, который успешно решается локализацией. Срок поставки критического узла из Европы мог достигать 6–8 месяцев. Сейчас складская программа российских производителей позволяет получить замену подшипникового узла или участка ленты за 3–5 дней в любой точке страны, включая Дальний Восток. Это кардинально меняет экономику простоя.
Особое внимание стоит уделить соответствию стандартам ГОСТ и Техническим регламентам Таможенного союза (ТР ТС). При покупке оборудования обязательно требуйте паспорт соответствия и декларацию о безопасности. В 2026 году ужесточился контроль за безопасностью движущих частей: все открытые вращающиеся элементы должны иметь надежные ограждения, а аварийные тросовые выключатели («дергалки») должны располагаться с шагом не более 50–60 метров вдоль всей трассы. Игнорирование этих требований может привести к остановке предприятия проверяющими органами Ростехнадзора.
На форумах инженеров и в профессиональных сообществах часто обсуждается вопрос совместимости старого и нового оборудования. Многие предприятия модернизируют существующие линии, заменяя только приводы и систему управления, оставляя старые металлоконструкции и ленты. Такой подход оправдан экономически, но требует тщательной инженерной экспертизы. Несовместимость скоростей, моментов инерции или геометрических параметров может свести на нет все преимущества модернизации. Здесь важна консультация с профильными специалистами, имеющими опыт именно в ретрофиттинге.
Практическое руководство: как не ошибиться при заказе
Покупка ленточного конвейера — это инвестиция на 10–15 лет. Чтобы не разочароваться в выборе, следуйте алгоритму, проверенному временем и практикой российских технологов.
Во-первых, начните с технического задания (ТЗ). Оно должно быть максимально подробным. Не пишите просто «нужен конвейер для угля». Укажите: фракционный состав груза, насыпную плотность, влажность, температуру материала, требуемую производительность (с учетом пиковых нагрузок), длину трассы, перепад высот, угол наклона, климатические условия площадки. Чем точнее ТЗ, тем адекватнее будет коммерческое предложение и тем меньше сюрпризов ждет вас при монтаже.
Во-вторых, запрашивайте референс-лист. Попросите поставщика показать объекты, где его оборудование эксплуатируется в схожих условиях уже хотя бы 2–3 года. Съездите туда, поговорите с главными механиками. Реальные отзывы людей, которые ежедневно сталкиваются с этой техникой, стоят дороже любых брошюр. Обратите внимание на наличие сервисной службы у поставщика. Есть ли у них выездные бригады? Как быстро они реагируют на аварии? Есть ли учебный центр для ваших операторов?
В-третьих, внимательно изучите договор гарантии. Что именно гарантируется? Только металл? Или подшипники, лента, электроника? Каковы условия сохранения гарантии? Часто производители аннулируют гарантию при использовании несертифицированных смазочных материалов или при отсутствии журнала планово-предупредительных ремонтов (ППР). Будьте готовы вести эту документацию строго по правилам.
«Главная ошибка заказчика — желание сэкономить на проекте. Дешевый конвейер дешев только в момент покупки. Через год он начинает есть деньги на ремонтах, простоях и перерасходе электроэнергии. В нашей практике самый дорогой проект оказался самым выгодным в долгосрочной перспективе благодаря отсутствию аварий», — резюмирует директор логистического департамента крупного агрохолдинга.
Не забывайте про возможность масштабирования. Сегодня вам нужно перевозить 100 тонн в час, а через три года план может вырасти до 150. Заложите в конструкцию запас по мощности двигателя и прочности ленты сразу. Переделка конвейера «на ходу» — задача крайне сложная и дорогая, часто сопоставимая со строительством новой линии.
FAQ: Ответы на частые вопросы пользователей
Какой срок службы у современной конвейерной ленты в российских условиях?
При соблюдении правил эксплуатации и своевременном обслуживании срок службы качественной резинотросовой ленты составляет от 5 до 8 лет, а тканевой — 3–5 лет. В экстремальных условиях (абразивные грузы, низкие температуры) ресурс может снижаться на 20–30%, однако применение специальных морозостойких и износостойких покрытий позволяет нивелировать этот эффект.

Можно ли модернизировать старый конвейер, установив на него новую автоматику?
Да, это распространенная практика. Замена системы управления, установка частотных преобразователей и современных датчиков позволяет значительно повысить энергоэффективность и надежность старой металлической конструкции. Однако перед модернизацией обязательна дефектовка каркаса, барабанов и роликоопор, так как установка мощной электроники на изношенную механику не имеет смысла.
Как часто нужно проводить техническое обслуживание ленточного конвейера?
Ежесменный осмотр (визуальный, проверка натяжения, чистота роликов) обязателен. Полное техническое обслуживание со смазкой узлов и проверкой электрооборудования проводится ежеквартально. Капитальный ремонт с заменой быстроизнашивающихся элементов планируется исходя из фактического состояния, которое контролируется системой мониторинга, но не реже одного раза в год.

Насколько сложно найти запчасти для отечественных конвейеров в 2026 году?
Ситуация кардинально улучшилась. Основные узлы (ролики, барабаны, редукторы, ленты) производятся внутри страны в достаточном объеме. Проблемы могут возникнуть только с уникальными импортными компонентами в системах прямого привода некоторых старых моделей, но для них уже разработаны российские аналоги или адаптеры.
Заключение
Рынок конвейерного оборудования России в 2026 году — это зрелая, технологически развитая отрасль, предлагающая решения мирового уровня, адаптированные под национальную специфику. Ленточный конвейер превратился из простого транспортного средства в сложный киберфизический актив. Правильный выбор оборудования сегодня означает не просто покупку металла и резины, а инвестирование в надежность, энергоэффективность и цифровую прозрачность бизнес-процессов. Игнорирование новых трендов, таких как предиктивная аналитика и арктическое исполнение, в ближайшей перспективе приведет к потере конкурентоспособности. Будущее за теми, кто умеет считать полную стоимость владения и видит в оборудовании партнера, а не расходный материал. Примеры успешной интеграции транспортерных систем в сложные линии переработки отходов доказывают, что грамотный инженерный подход способен превратить рутинную задачу перемещения грузов в драйвер экологической и экономической эффективности предприятия.
Источники информации и нормативная база
- Федеральный закон «О техническом регулировании» и актуальные Тексты Регламентов ТР ТС 010/2011 «О безопасности машин и оборудования».
- ГОСТ Р 59986-2022 «Конвейеры ленточные. Общие технические требования» (с изменениями 2025 года).
- Отраслевой аналитический отчет «Развитие механизации горных работ в РФ 2025–2026», Ассоциация Горнопромышленников России.
- Материалы международной выставки «UGOL RUSSIA & MINING» (кейс-стади участников).
- Профессиональное сообщество инженеров-механиков на платформе Habr, раздел «Промышленная автоматизация и робототехника».
- Официальный сайт Ростехнадзора — раздел нормативных документов.
- Федеральное агентство по техническому регулированию и метрологии.