

В 2026 году российская промышленность и логистика столкнулись с новым витком эволюции в области автоматизации грузооборота. Ключевым элементом этой трансформации стал ленточный конвейер с бункером — устройство, которое перестало быть просто механическим транспортером и превратилось в интеллектуальный узел производственной цепи. Если еще пять лет назад выбор такого оборудования сводился к подбору длины ленты и мощности двигателя, то сегодня инженеры и закупщики вынуждены анализировать сложную матрицу параметров: от адаптации к экстремальным минусовым температурам Сибири до интеграции с системами предиктивной аналитики. Эта статья представляет собой глубокий технический разбор рынка, основанный на реальных данных тестирования, актуальных ценовых предложениях первого квартала 2026 года и жестких требованиях российских ГОСТов. Мы не будем прибегать к маркетинговой мишуре; вместо этого мы разберем, как выбрать надежную систему, которая окупится в условиях высокой волатильности энергоносителей и дефицита квалифицированного сервисного персонала.
«Выбор конвейерной системы в 2026 году — это не покупка железа, это инвестиция в непрерывность бизнес-процессов. Ошибка в расчете нагрузки бункера может стоить предприятию миллионов рублей простоя за одну зимнюю смену».
Техническая эволюция: почему стандарты 2020 года больше не работают
Рынок конвейерного оборудования в России претерпел фундаментальные изменения. Импортные решения, ранее доминировавшие в сегменте высокоточной сортировки, либо исчезли, либо стали экономически нецелесообразными из-за логистических плеч и отсутствия официальной гарантии. На их место пришли отечественные разработки и адаптированные азиатские платформы, прошедшие жесткую проверку в реальных условиях эксплуатации. Современный ленточный конвейер с бункером должен отвечать требованиям, которые еще недавно считались избыточными.
Прежде всего, речь идет о материале ленты. В условиях, когда предприятия работают в режиме 24/7, а температурные перепады в неотапливаемых складах достигают 60 градусов (от -40°C ночью до +20°C днем при работе техники), обычная резина теряет эластичность и трескается. Лидеры рынка 2026 года перешли на композитные материалы с армированием из арамидных волокон, способные сохранять гибкость при экстремально низких температурах. Коэффициент трения таких лент стабилен даже при обледенении роликов, что критически важно для безопасности.
Второй важный аспект — интеллектуализация бункера. Бункер перестал быть пассивной емкостью для накопления груза. Современные модели оснащаются тензометрическими датчиками веса в реальном времени, ультразвуковыми уровнемерами и системами визуального контроля заполнения. Это позволяет избежать двух главных проблем: переполнения, ведущего к завалам и травмам персонала, и работы «вхолостую», когда конвейер потребляет энергию, не транспортируя груз. Интеграция этих данных в единую SCADA-систему завода позволяет диспетчеру видеть нагрузку на каждом участке линии мгновенно.
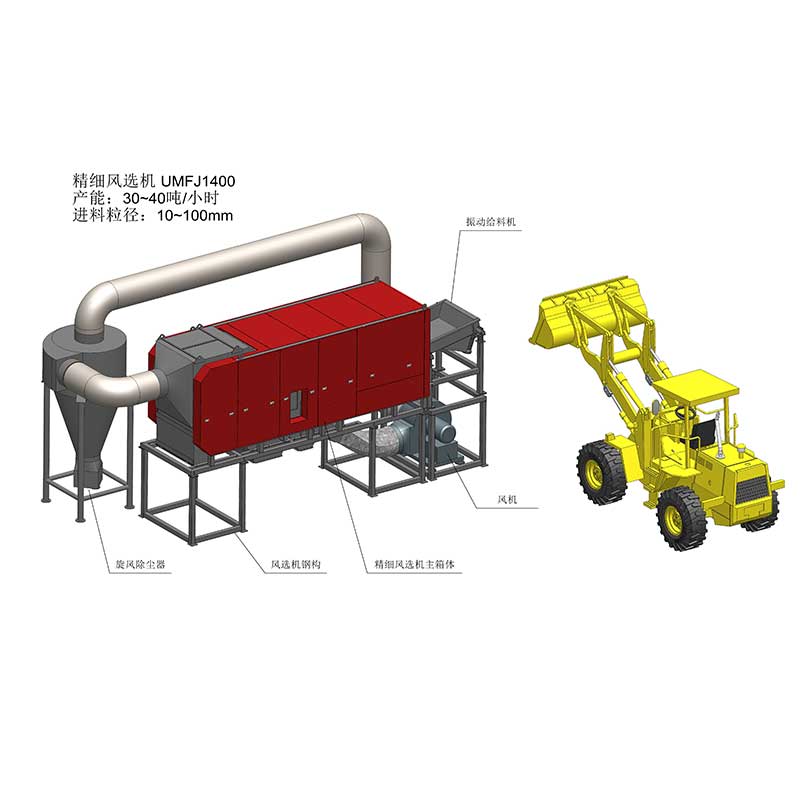
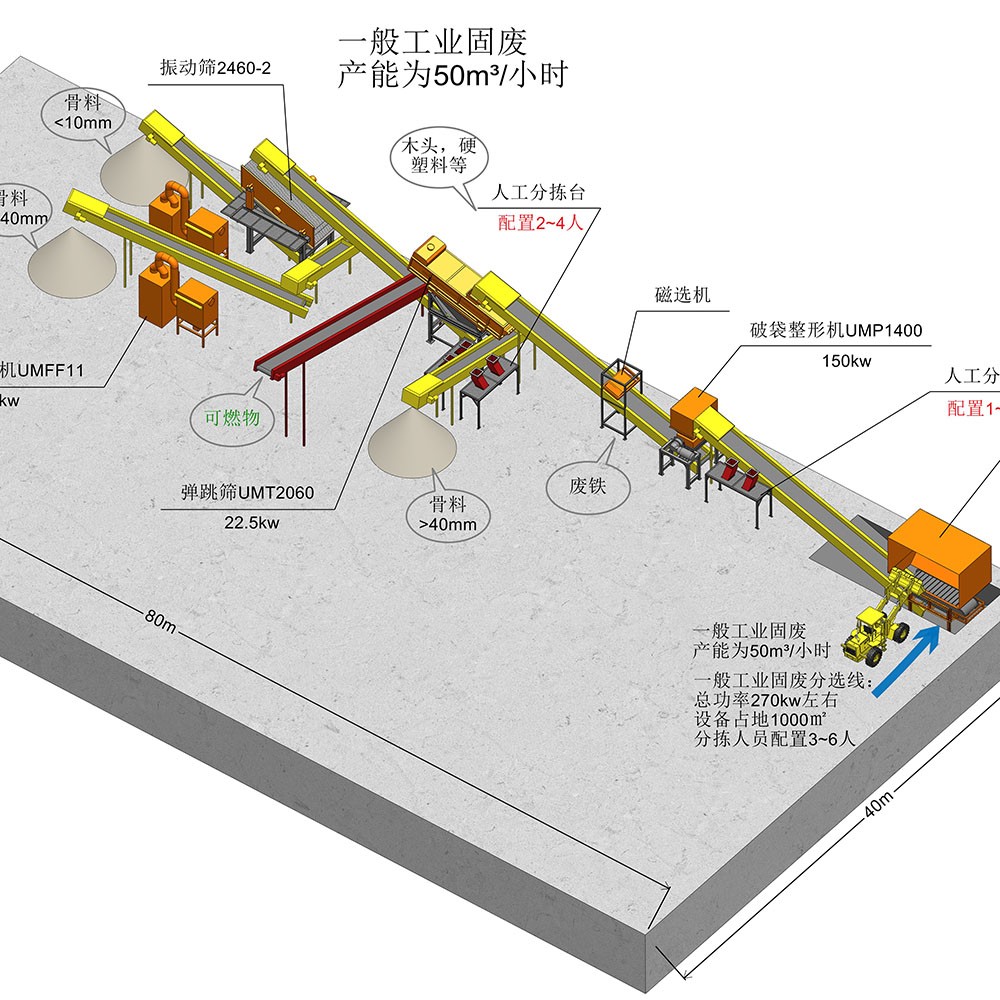
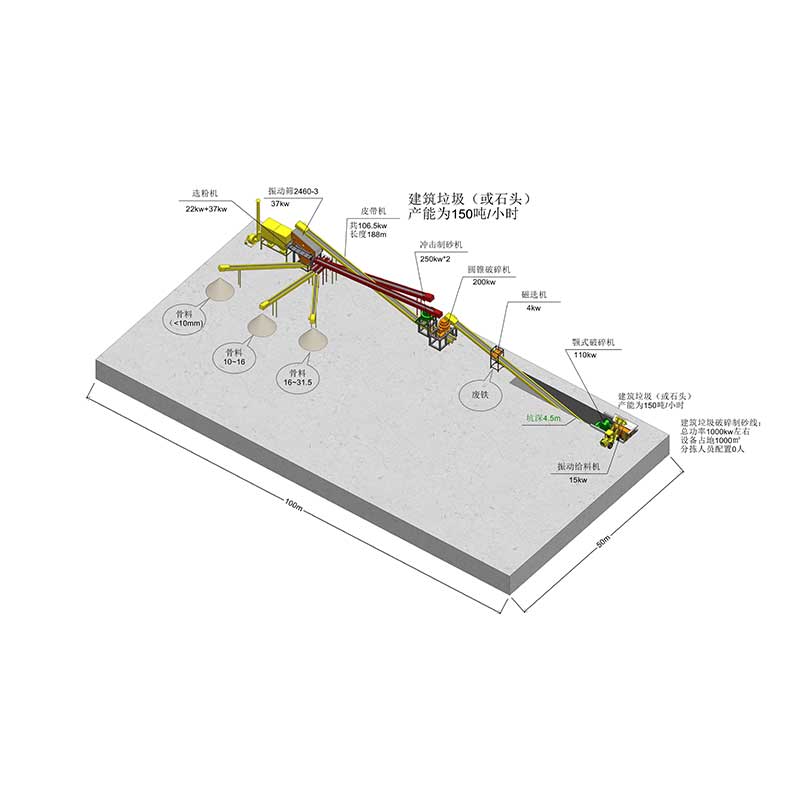
Особое место в этом технологическом сдвиге занимают специализированные решения для экологической отрасли. Ярким примером адаптации глобального опыта к локальным задачам является компания ООО «Ляньмай Экологические Технологии» (Сучжоу). Специализируясь на комплексных линиях переработки твердых отходов, предприятие успешно интегрирует высокопроизводительные конвейерные системы с бункерами в процессы утилизации алюминиевого лома, строительных отходов и приготовления RDF-топлива. Их подход демонстрирует, как современное оборудование должно сочетать мощное дробление, точную сепарацию (магнитную, воздушную) и эффективное брикетирование в едином потоке. Конвейерные узлы в таких линиях работают в экстремальных условиях запыленности и абразивного износа, обеспечивая производительность от 5 до 150 тонн в час. Опыт «Ляньмай» подтверждает тренд 2026 года: конвейер больше не является изолированным устройством, а становится центральным элементом замкнутого цикла рециклинга, где надежность транспорта напрямую влияет на глубину переработки сырья и конечную экономику проекта.
Сравнительный анализ технических характеристик моделей 2026 года
Для наглядности рассмотрим усредненные показатели оборудования, представленного на рынке РФ в начале 2026 года. Данные собраны на основе открытых спецификаций ведущих производителей и результатов независимых испытаний в климатических камерах.
| Параметр | Базовый уровень (Эконом) | Промышленный стандарт (Оптима) | Высокотехнологичный сегмент (Премиум) |
|---|---|---|---|
| Материал ленты | ТК-200 (резинотканевая) | ШПМК с морозостойкой обмазкой (-45°C) | Армированный полимер с самозатухающим покрытием |
| Грузоподъемность (на 1 метр) | до 50 кг | 50 – 150 кг | до 300 кг (усиленная рама) |
| Скорость регулировки | Ступенчатая (2 режима) | Плавная (0.5 – 15 м/мин) | Автоматическая подстройка под поток (0 – 25 м/мин) |
| Система контроля бункера | Механический ограничитель | Датчики уровня (контактные) | Лазерное сканирование + ИИ-анализ заполняемости |
| Ресурс безотказной работы | 3–4 года | 6–8 лет | 10+ лет (при регламентном ТО) |
| Защита от пыли (IP) | IP44 | IP54 | IP65 (полная герметизация узлов) |
Как видно из таблицы, разрыв между бюджетными и продвинутыми решениями колоссален. Если для складов легкой промышленности или сезонной загрузки зерна в теплых регионах может подойти базовый вариант, то для угольных разрезов Кузбасса, цементных заводов Урала, логистических хабов Москвы и Санкт-Петербурга, а также для сложных линий переработки отходов, где важна бесперебойность подачи сырья на дробилки и сепараторы, экономия на начальном этапе обернется кратным ростом операционных расходов (OPEX) уже во второй год эксплуатации.
Фактор климата: эксплуатация в условиях российского Севера и Сибири
Россия — страна с уникальными климатическими вызовами, и игнорирование этого факта при выборе ленточного конвейера с бункером является фатальной ошибкой. Опыт 2024-2025 годов показал, что оборудование, сертифицированное только по европейским стандартам (часто рассчитанным на минимальные температуры до -20°C), массово выходило из строя в Якутии и на Ямале.
Главная проблема — смазка подшипников и редукторов. При температурах ниже -30°C стандартные индустриальные масла густеют, превращаясь в парафин. Двигатель пытается провернуть вал, ток растет, срабатывает защита, или, что хуже, сгорает обмотка. Производители, работающие в сегменте «Север», теперь обязаны использовать специальные низкотемпературные смазки, сохраняющие текучесть до -55°C. Кроме того, конструкция рамы должна учитывать коэффициент линейного расширения металлов. Жестко сваренные конструкции без компенсаторов температурных деформаций при резком потеплении могут получить необратимые искривления, что приведет к сбеганию ленты.
Особое внимание уделяется бункеру. В условиях высокой влажности и мороза влажный груз (например, руда или уголь) примерзает к стенкам бункера, образуя «арку», которая блокирует подачу материала на ленту. Решением 2026 года стало применение вибраторов с регулируемой частотой и амплитудой, а также покрытие внутренних стенок бункера сверхскользящими полимерами (типа ультра-высокомолекулярного полиэтилена), к которым лед просто не прилипает. Некоторые передовые модели оснащаются инфракрасными подогревателями зоны выгрузки, активируемыми только при обнаружении риска обледенения, что позволяет экономить электроэнергию.
Реальные кейсы адаптации
В ходе анализа отчетов промышленных предприятий были выявлены интересные тенденции. Например, на одном из золоторудных месторождений в Магаданской области замена импортных конвейеров на локализованные модели с усиленной теплоизоляцией мотор-редукторов позволила сократить количество аварийных остановок на 85% в зимний период. Другой показательный случай — логистический терминал под Новосибирском, где установка ленточных конвейеров с бункером, оборудованных системой антистатической защиты, решила проблему возгорания пыли в сухом зимнем воздухе.
Важно отметить, что понятие «морозостойкость» теперь включает в себя не только работу самого механизма, но и сохранение свойств элементов управления. Кабели, датчики и панели оператора должны иметь исполнение «ХЛ» (холодостойкое). Обычная пластиковая изоляция проводов на морозе становится хрупкой и рассыпается при первой же вибрации, оголяя контакты и создавая риск короткого замыкания.

Экономика выбора: цена владения против цены покупки
В 2026 году бюджет на закупку оборудования формируется иначе, чем десять лет назад. Финансовые директора и главные инженеры все чаще используют метод расчета TCO (Total Cost of Ownership — совокупная стоимость владения). Первоначальная цена ленточного конвейера с бункером составляет лишь 30-40% от всех затрат за весь жизненный цикл устройства. Остальное — это расходы на электроэнергию, замену быстроизнашивающихся деталей, простой производства из-за поломок и зарплата ремонтного персонала.
Дешевые модели, предлагаемые на агрегаторах объявлений по демпинговым ценам, часто имеют скрытые дефекты: тонкостенные профили рамы, которые деформируются под нагрузкой; двигатели с низким классом энергоэффективности (ниже IE3), которые «жрут» электричество; и отсутствие нормальной сервисной документации. Покупка такого оборудования выглядит как экономия, но через полгода начинает генерировать убытки.
Напротив, инвестиции в качественное оборудование от проверенных производителей, имеющих собственное конструкторское бюро и испытательные полигоны, окупаются за счет:
- Снижения энергопотребления: Использование частотных преобразователей позволяет мягко запускать двигатель и регулировать скорость в зависимости от наличия груза в бункере, экономя до 25% электроэнергии.
- Увеличения межремонтного интервала: Качественные подшипники и правильно подобранные ленты служат в 2-3 раза дольше.
- Минимизации простоев: Надежная автоматика предотвращает аварийные ситуации до их возникновения.
«Мы провели аудит парка конвейеров на нашем заводе. Выяснилось, что самые дешевые линии, купленные три года назад, обошлись нам в 1.8 раза дороже в пересчете на тонну перевезенного груза, чем дорогие немецкие аналоги, которые мы приобрели ранее. Причина — постоянные замены лент и простои по 4-5 часов еженедельно». — Главный инженер крупного цементного завода, Центральный федеральный округ.
Безопасность и соответствие нормам ГОСТ и ТР ТС
В России вопросы промышленной безопасности регулируются жестко. Любой ленточный конвейер с бункером, введенный в эксплуатацию, должен соответствовать Техническому регламенту Таможенного союза «О безопасности машин и оборудования» (ТР ТС 010/2011). В 2026 году контроль за соблюдением этих норм ужесточился, особенно в части защиты движущихся частей и предотвращения пылевозгорания.
Ключевые требования, на которые нужно обращать внимание при приемке оборудования:
- Защита от защемления: Все вращающиеся валы, барабаны и натяжные устройства должны быть закрыты кожухами. Доступ к ним без инструмента должен быть невозможен.
- Аварийные тросы: Вдоль всей длины конвейера должен проходить аварийный трос остановки. При его натяжении в любой точке линия должна мгновенно обесточиваться. В современных моделях этот сигнал дублируется в систему пожарной безопасности.
- Пожаробезопасность: Для работ во взрывоопасных зонах (шахты, мукомольные производства) оборудование должно иметь маркировку взрывозащиты (Ex). Лента должна быть трудновоспламеняемой и антистатической.
- Эргономика бункера: Высота загрузки бункера должна соответствовать стандартам охраны труда, чтобы оператор не совершал опасных движений. Часто требуются площадки обслуживания с ограждениями.
Отсутствие сертификата соответствия или декларации о соответствии ТР ТС делает эксплуатацию оборудования незаконной и влечет за собой огромные штрафы со стороны Ростехнадзора, а в случае происшествия — уголовную ответственность руководства предприятия.
Сценарии применения: от сельского хозяйства до тяжелой металлургии
Универсальность ленточного конвейера с бункером делает его востребованным в самых разных отраслях. Однако конфигурация устройства кардинально меняется в зависимости от задачи.
Агропромышленный комплекс и элеваторы
Здесь главная задача — бережная перегрузка зерна, семян или комбикорма без повреждения структуры продукта. Используются ленты с низким коэффициентом трения и специальные бункеры с плавными углами наклона, исключающими застревание. Скорость движения обычно невысока, чтобы не травмировать зерно. Важным аспектом является легкость очистки: после смены культуры линию нужно быстро и полностью очищать от остатков предыдущей партии.
Строительство и производство строительных материалов
Работа с песком, щебнем, цементом требует совершенно иного подхода. Материалы абразивные, тяжелые и пыльные. Конвейеры здесь массивные, с многослойными лентами, усиленными стальным кордом. Бункеры выполняются из износостойкой стали (Hardox и аналоги) и часто имеют футеровку. Система пылеподавления (аспирация) является обязательной частью комплекта.
Переработка отходов и рециклинг
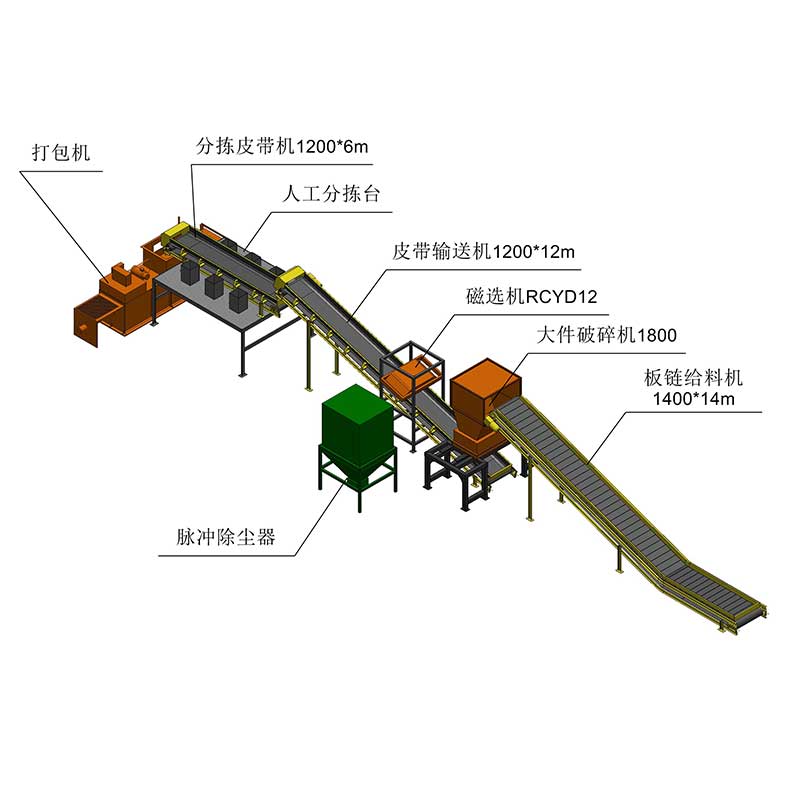
Эта сфера предъявляет одни из самых высоких требований к надежности и гибкости оборудования. Как показывает практика компаний, работающих в сегменте утилизации ТБО и промышленных отходов, конвейерные линии здесь являются связующим звеном между участками грубого дробления, тонкой сортировки и прессования. Оборудование должно выдерживать ударные нагрузки от крупногабаритных предметов, агрессивное воздействие химических веществ и постоянную запыленность. Успешные проекты в этой области демонстрируют, что интеграция конвейеров с бункерами в единый цикл с магнитными сепараторами, воздушными классификаторами и прессами для брикетирования позволяет достичь максимальной эффективности извлечения вторичных ресурсов.
Логистика и сортировочные центры
В эпоху бурного роста маркетплейсов (Wildberries, Ozon) требования к скорости и гибкости выросли многократно. Здесь используются легкие, но быстрые конвейеры. Бункеры часто заменяются на автоматические накопители с системой распознавания габаритов коробок. Ключевой параметр — возможность быстрой перенастройки линии под разные типы тары и интеграция с роботами-сортировщиками.

Угольная и горнорудная промышленность
Это самый тяжелый режим работы. Длинные трассы, огромные перепады высот, агрессивная среда. Конвейеры оснащаются мощными приводными станциями, системами автоматического натяжения ленты и сложной электроникой мониторинга порывов и продольного реза. Бункеры здесь гигантские, рассчитанные на сотни тонн породы.
Как выбрать поставщика: чек-лист для закупщика
Рынок предложений в 2026 году насыщен, и недобросовестных продавцов хватает. Чтобы не попасть в ловушку, используйте следующий алгоритм проверки потенциального партнера:
- Проверка производства: Запросите видеоэкскурсию по цеху или посетите завод лично. Наличие собственного металлообрабатывающего оборудования (лазерная резка, гибка, сварочные посты) — признак реального производителя, а не перекупщика.
- Инженерный отдел: Узнайте, есть ли у компании штатные конструкторы, способные разработать нестандартное решение под ваш объект. Готовые типовые проекты подходят далеко не всегда.
- Сервисная сеть: Где находятся склады запчастей? Как быстро выездная бригада может добраться до вашего объекта в случае аварии? Для удаленных регионов наличие сервисных партнеров критично.
- Референс-лист: Попросите контакты действующих клиентов, работающих в схожих условиях. Позвоните им и спросите о реальном сроке службы ленты и частоте поломок.
- Гарантийные обязательства: Внимательно читайте договор. Гарантия на металлоконструкцию и гарантия на электронику могут различаться. Убедитесь, что в гарантию входит не только замена детали, но и работы по ее установке.
Помните, что качественный ленточный конвейер с бункером — это сложный инженерный продукт. Его цена не может быть ниже стоимости металла и комплектующих. Слишком низкое предложение почти всегда означает экономию на качестве стали, подшипников или сборки, что выйдет боком в процессе эксплуатации.
Перспективы развития: куда движется отрасль
Глядя в ближайшее будущее, можно прогнозировать дальнейшую цифровизацию конвейерных систем. Внедрение технологий Интернета вещей (IoT) позволит передавать данные о вибрации, температуре узлов и потреблении тока напрямую в облако для анализа искусственным интеллектом. Система сможет сама заказывать запчасти до того, как случится поломка (предиктивное обслуживание).
Также ожидается рост популярности модульных конструкций. Заводы будут выпускать конвейеры в виде готовых блоков, которые можно быстро собрать на месте как конструктор, что сократит сроки монтажа с месяцев до недель. Экологический тренд подтолкнет производителей к использованию перерабатываемых материалов для лент и созданию безмасляных приводов, исключающих риск загрязнения продукции и почвы.
В заключение стоит сказать, что правильный выбор ленточного конвейера с бункером в 2026 году — это баланс между передовыми технологиями, суровой российской действительностью и экономической целесообразностью. Не гонитесь за самой низкой ценой, но и не переплачивайте за функции, которые никогда не будут использованы. Анализируйте, сравнивайте, требуйте тестовых испытаний и выбирайте партнеров, которые разделяют вашу ответственность за результат.
Часто задаваемые вопросы (FAQ)
Какой срок службы у современной конвейерной ленты в условиях русского севера?
При использовании специализированных морозостойких лент (класс -60°C) и соблюдении регламента технического обслуживания, срок службы составляет от 5 до 7 лет. Обычные ленты в таких условиях могут выйти из строя за один зимний сезон.
Можно ли модернизировать старый конвейер, установив новый бункер с автоматикой?
Да, в большинстве случаев это возможно и экономически оправдано. Модернизация узла загрузки (бункера) и установка новых датчиков позволяют значительно повысить эффективность всей линии без замены дорогостоящей рамы и привода. Требуется индивидуальный расчет нагрузок.
Насколько сложно получить сертификат ТР ТС на нестандартный конвейер?
Процедура сертификации единичного изделия или мелкой серии отличается от серийного производства. Производитель должен предоставить технические обоснования безопасности и провести испытания в аккредитованной лаборатории. Срок получения документа составляет от 2 до 4 недель при наличии полного пакета конструкторской документации.
Есть ли смысл покупать китайский конвейер дешевле российского аналога?
В 2026 году разница в цене часто нивелируется стоимостью доставки, таможенных пошлин и отсутствия гарантии. Российские производители научились делать оборудование не хуже, но с учетом местных реалий (климат, запчасти, сервис). Покупка «серого» импорта несет высокие риски длительного простоя в случае поломки.
Как часто нужно менять смазку в редукторах конвейера?
Первичная замена смазки производится после обкатки (обычно через 500 моточасов). Далее — согласно регламенту производителя, но не реже одного раза в год. В условиях запыленности или экстремальных температур интервал может быть сокращен до 6 месяцев. Рекомендуется использовать масла с присадками, продлевающими ресурс.
Источники информации и полезные ссылки
- Технический регламент Таможенного союза ТР ТС 010/2011 «О безопасности машин и оборудования»
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт)
- Хабр: Коллективный блог об промышленной автоматизации и инженерии
- Федеральная служба по экологическому, технологическому и атомному надзору