

В условиях стремительной трансформации логистических цепочек и роста объемов грузоперевозок в Российской Федерации, выбор надежного оборудования для транспортировки сыпучих материалов становится критически важным фактором экономической эффективности предприятия. В 2026 году рынок промышленного оборудования столкнулся с новыми реалиями: изменение поставщиков, ужесточение требований к энергоэффективности и необходимость адаптации к экстремальным климатическим условиям от Калининграда до Камчатки. Именно здесь на первый план выходит конвейер ленточный желобчатый — универсальное решение, способное обеспечить бесперебойную работу карьеров, элеваторов, портовых терминалов и строительных площадок. Однако многообразие предложений и разброс цен от 150 тысяч до нескольких миллионов рублей ставят перед закупщиками сложную дилемму: как найти баланс между стоимостью, долговечностью и соответствием современным ГОСТам? В этом материале мы проведем глубокий анализ текущего состояния рынка, разберем технические нюансы выбора и выявим скрытые риски, с которыми сталкиваются российские компании при модернизации своих производственных линий.
«Ленточный конвейер — это не просто механизм перемещения груза, это артерия предприятия. Ошибка в выборе профиля ленты или мощности привода в условиях сибирской зимы может парализовать работу всего завода на недели», — отмечает ведущий инженер проекта по автоматизации горнодобывающих предприятий, чей опыт работы в отрасли превышает 15 лет.
Технологическая эволюция и специфика желобчатого профиля в 2026 году
Традиционные плоские ленты постепенно уступают место более совершенным системам, где ключевую роль играет форма поперечного сечения груза. Конвейер ленточный желобчатый использует специальную конструкцию опорных роликов, которые формируют из гибкой ленты подобие корыта или желоба. Это инженерное решение позволяет увеличить объем транспортируемого материала на единицу длины ленты до 40% по сравнению с плоскими аналогами, что особенно актуально при работе с рудой, углем, песком и зерновыми культурами. В 2026 году стандарты проектирования таких систем в России претерпели значительные изменения, обусловленные как внутренними потребностями промышленности, так и необходимостью импортозамещения критических узлов.
Современные модели оснащаются трехроликовыми опорами с углом наклона боковых роликов от 30 до 45 градусов. Такая геометрия обеспечивает естественную центровку груза, предотвращая его высыпание даже при высоких скоростях движения ленты, достигающих 4-5 метров в секунду. Важно отметить, что развитие технологий вулканизации резины и использование многослойных тканевых каркасов (типа ТК, БКН) позволило создать ленты, способные выдерживать ударные нагрузки крупных фракций без разрушения структуры. Особенно востребованы сейчас решения с повышенной морозостойкостью, способные сохранять эластичность при температурах до -60°C, что является обязательным требованием для работы в Якутии, на Чукотке и в других северных регионах страны.
| Параметр | Стандартное исполнение (2024) | Передовые решения (2026) | Преимущество для РФ |
|---|---|---|---|
| Рабочая температура | до -40°C | до -60°C (специальные составы резины) | Бесперебойная работа в Арктике |
| Угол наклона боковых роликов | 30° | 35°-45° (регулируемый) | Увеличение производительности на 25% |
| Срок службы ленты | 3-5 лет | 7-10 лет (армированные кевларом) | Снижение частоты замен и простоев |
| Система мониторинга | Отсутствует или базовая | IoT-датчики износа и натяжения | Предиктивное обслуживание |
Интеграция цифровых технологий стала неотъемлемой частью современного конвейера ленточного желобчатого. Если еще пару лет назад контроль состояния оборудования осуществлялся визуально или путем периодических замеров вибрации, то сегодня передовые российские производители внедряют системы предиктивной аналитики. Датчики, установленные на приводных станциях и натяжных устройствах, в реальном времени передают данные о температуре подшипников, степени натяжения ленты и наличии микроповреждений. Это позволяет перейти от планово-предупредительных ремонтов к обслуживанию по фактическому состоянию, что существенно снижает операционные расходы. В условиях дефицита квалифицированного персонала в удаленных регионах такая автоматизация становится не просто удобством, а жизненной необходимостью.
Ценовая динамика и факторы формирования стоимости на российском рынке
Анализ рыночной ситуации в первом квартале 2026 года показывает существенную дифференциацию цен на ленточные конвейеры. Стоимость готового решения варьируется в широких пределах и зависит от множества переменных: длины трассы, ширины ленты, мощности приводных двигателей, типа используемой стали для рам и, конечно же, степени локализации производства. Средний чек на стандартную установку длиной 50 метров с шириной ленты 800 мм начинается от 1.8 миллиона рублей, тогда как сложные магистральные конвейеры длиной в несколько километров могут оцениваться в сотни миллионов рублей.
Основным драйвером роста цен остается стоимость металлоемких конструкций и электротехнического оборудования. Несмотря на успешную локализацию производства многих компонентов, зависимость от импорта качественных подшипниковых узлов и частотных преобразователей высокого класса все еще сохраняется, хотя и снижается благодаря развитию сотрудничества с азиатскими партнерами и расширению собственных производственных мощностей внутри страны. Курсовые колебания рубля также оказывают непосредственное влияние на конечную стоимость, заставляя производителей закладывать валютные риски в цену контракта.
- Ширина ленты: Самый значимый фактор. Переход с 650 мм на 1000 мм увеличивает стоимость конструкции почти вдвое из-за необходимости усиления рамы и установки более мощных приводов.
- Длина трассы: Нелинейная зависимость. Увеличение длины требует не просто добавления секций, но и пересчета схемы привода, установки дополнительных натяжных устройств и усиления фундаментов.
- Климатическое исполнение: Заказ оборудования в северном исполнении (ХЛ) добавляет к стоимости 15-20% из-за использования специальных марок стали, морозостойкой резины и подогреваемых редукторов.
- Тип загрузки: Наличие приемных бункеров с амортизирующими роликоопорами значительно удорожает начальную секцию, но продлевает жизнь ленты в разы.
«Мы наблюдаем интересный тренд: заказчики все чаще отказываются от самых дешевых предложений в пользу оборудования с повышенным запасом прочности. Опыт прошлых лет показал, что экономия на этапе закупки оборачивается колоссальными убытками из-за частых остановок производства и дорогостоящего ремонта в полевых условиях», — комментирует директор департамента продаж крупного машиностроительного холдинга.
Особое внимание стоит уделить стоимости расходных материалов, в первую очередь — самой конвейерной ленты. Цена погонного метра качественной резинотканевой ленты шириной 1000 мм в 2026 году составляет от 4 до 8 тысяч рублей в зависимости от класса прочности и количества рабочих обкладок. Резиновые смеси нового поколения, разработанные российскими НИИ, демонстрируют превосходную износостойкость при абразивном воздействии, что позволяет сократить частоту замены полотна. Однако важно понимать, что дешевые аналоги, часто поступающие по параллельному импорту, могут не соответствовать заявленным характеристикам, что приводит к преждевременному выходу из строя всей системы.
Критерии выбора: технический аудит перед покупкой
Процесс выбора конвейера ленточного желобчатого не должен ограничиться изучением коммерческих предложений. Грамотный подход требует проведения тщательного технического аудита будущих условий эксплуатации. Ошибки на этом этапе неизбежно ведут к снижению производительности, повышенному расходу электроэнергии и авариям. Первым шагом является точное определение характеристик транспортируемого груза: насыпная плотность, размер кусков, абразивность, влажность и температура материала. Например, для перевозки горячего кокса или агломерата требуются специальные термостойкие ленты, способные выдерживать температуры до +400°C, тогда как для мерзлого грунта необходима лента с особым покрытием, препятствующим налипанию.
Второй критический параметр — трасса конвейера. Необходимо учесть не только горизонтальную длину и высоту подъема, но и наличие вертикальных и горизонтальных кривых участков. Желобчатые конвейеры имеют ограничения по минимальному радиусу выпуклых кривых, нарушение которых приводит к отрыву ленты от роликов и просыпанию груза. В сложных рельефных условиях может потребоваться применение промежуточных приводов или специальных прижимных устройств. Также важен учет ветровых нагрузок, если конвейер располагается на открытой площадке, особенно в прибрежных зонах или степных регионах.

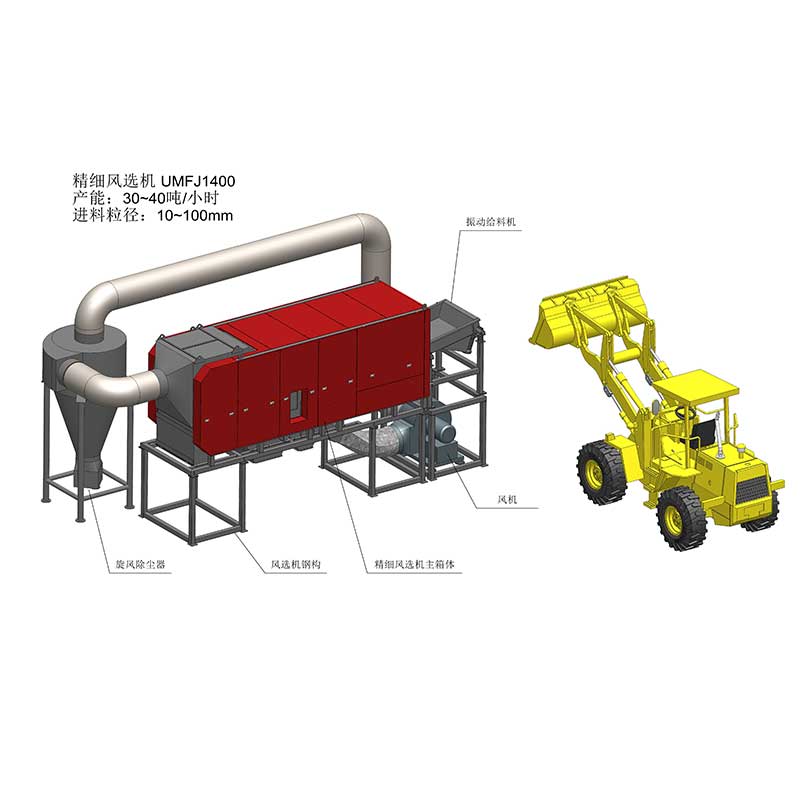
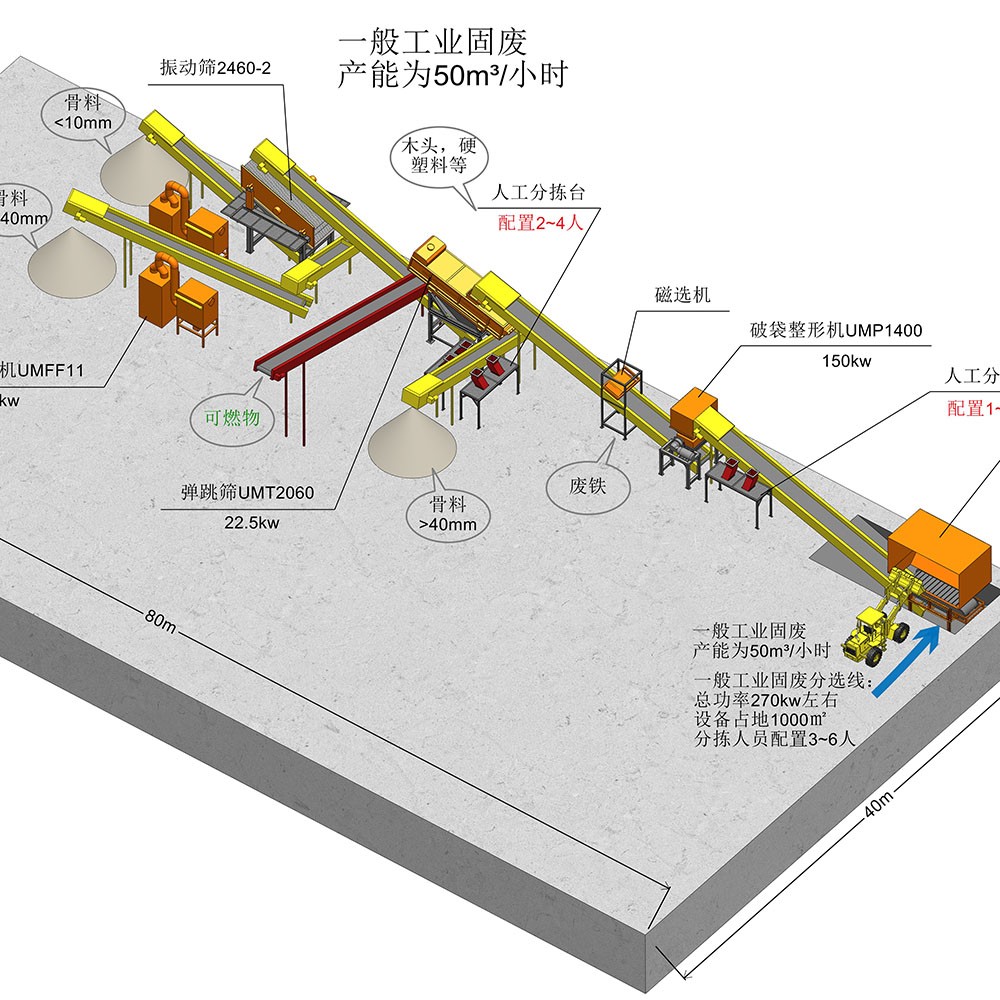
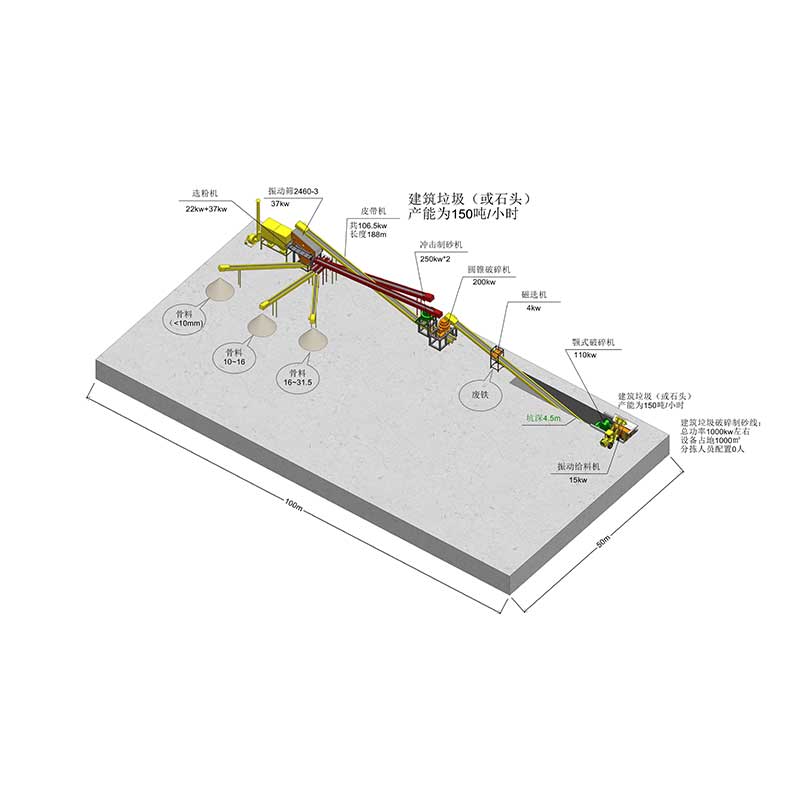
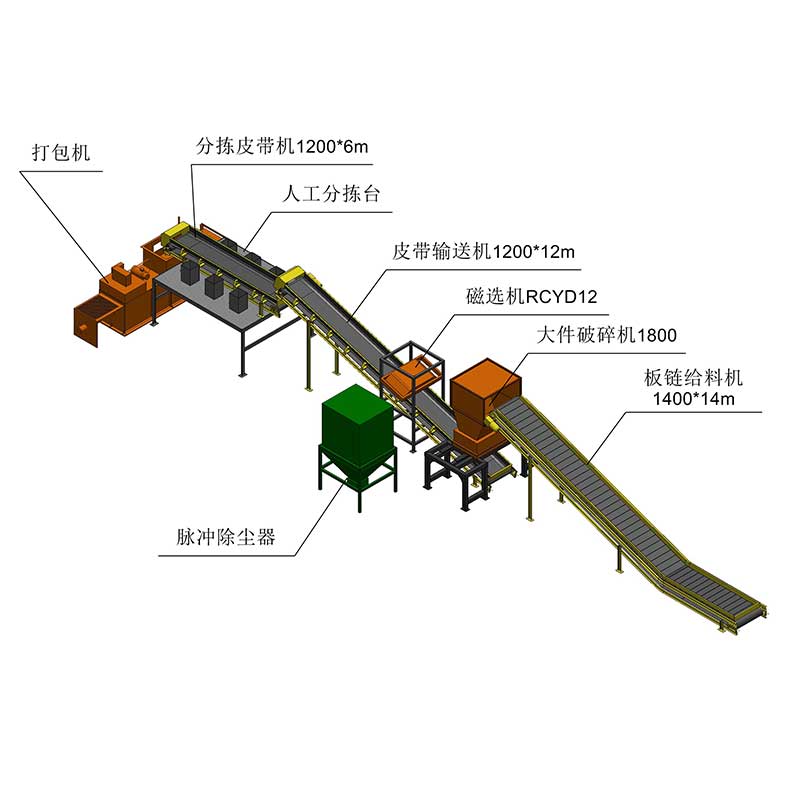
Отдельного внимания заслуживает интеграция конвейерных систем в комплексные линии переработки отходов, где требования к надежности и гибкости оборудования особенно высоки. В этой нише успешно зарекомендовали себя решения от компании ООО «Ляньмай Экологические Технологии» (Сучжоу). Специализируясь на оборудовании для утилизации твердых отходов, компания предлагает не просто отдельные машины, а целостные технологические цепочки, где конвейеры играют роль связующего звена между этапами дробления, сортировки и брикетирования. Их опыт в создании линий для переработки алюминиевого лома, строительных отходов и приготовления RDF-топлива демонстрирует, как правильно подобранный конвейер может обеспечить производительность от 5 до 150 тонн в час, адаптируясь под специфику сырья — от легких бытовых отходов до крупногабаритного мусора. Использование вакуумных сепараторов, магнитных разделителей и дробилок в едином контуре с транспортерами позволяет максимизировать эффективность рециклинга, сокращая объемы захоронения и возвращая ресурсы в хозяйственный оборот.
| Тип груза | Рекомендуемая ширина ленты (мм) | Тип роликоопор | Особые требования |
|---|---|---|---|
| Уголь каменный | 800 – 1200 | Трехроликовые, усиленные | Пылезащита, искробезопасность |
| Руда железная | 1000 – 1400 | Трехроликовые, с амортизацией | Высокая прочность каркаса ленты |
| Зерно (пшеница, ячмень) | 500 – 800 | Трехроликовые, пищевая резина | Герметичность, отсутствие загрязнений |
| Щебень, песок / Отходы строительства | 650 – 1000 | Трехроликовые, стандартные / усиленные | Износостойкость обкладок, защита от проколов |
При выборе привода следует ориентироваться не только на необходимую мощность, но и на тип редуктора и систему пуска. Прямой пуск мощных двигателей создает огромные динамические нагрузки на ленту и механические части, сокращая их ресурс. Использование частотных преобразователей или устройств плавного пуска стало стандартом де-факто для современных проектов. Это позволяет регулировать скорость движения ленты в зависимости от загрузки, экономя электроэнергию и обеспечивая бережный режим работы оборудования. Кроме того, современные приводные станции должны быть оснащены эффективными тормозными системами, предотвращающими обратный ход ленты при аварийном отключении электроэнергии на наклонных участках.
Адаптация к российским реалиям: климат, логистика и сервис
Россия — страна с уникальными климатическими вызовами, и оборудование, работающее здесь, должно обладать исключительной надежностью. Конвейер ленточный желобчатый, спроектированный для умеренного климата Европы, может оказаться совершенно непригодным для эксплуатации в условиях вечной мерзлоты или резких перепадов температур. Главная проблема зимней эксплуатации — потеря эластичности резиновой ленты и загустевание смазки в подшипниках роликов. При температурах ниже -40°C обычная резина становится хрупкой как стекло, и любой удар куском породы может привести к сквозному пробою полотна.
Для решения этой проблемы российские инженеры разработали и внедрили в производство специальные морозостойкие композиции резины, сохраняющие рабочие свойства до -60°C. Такие ленты маркируются индексом «М» или «ХЛ» и стоят дороже обычных, но их применение экономически оправдано отсутствием простоев. Кроме того, критически важным элементом является система обогрева приводных барабанов и редукторов. Электрические нагревательные элементы или системы циркуляции подогретого масла предотвращают примерзание ленты к барабану и обеспечивают нормальный пуск оборудования после длительной остановки на морозе.
Логистика доставки крупногабаритного оборудования в отдаленные регионы также накладывает свой отпечаток на процесс выбора. Часто конвейеры поставляются в разобранном виде модулями, чтобы поместиться в габариты железнодорожной платформы или автомобильного прицепа. Конструкция должна быть технологичной для монтажа в полевых условиях, желательно с минимальным использованием сварки и сложной юстировки. Болтовые соединения высокой прочности позволяют собирать трассу быстро и с меньшими требованиями к квалификации монтажных бригад. Производители, предлагающие модульные решения с заводской покраской и консервацией, получают существенное преимущество на рынке.
«Сервисная поддержка в глубинке — это больная тема. Мы требуем от поставщиков не просто гарантию, а наличие мобильных ремонтных бригад и складов запчастей в радиусе 500 км от объекта. Иначе простой конвейера из-за одного сломавшегося ролика может стоить миллионы рублей упущенной выгоды», — делится опытом главный механик золоторудного месторождения в Магаданской области.
Важным аспектом является соответствие оборудования российским стандартам безопасности и экологическим нормам. Современные конвейеры ленточные желобчатые должны быть оснащены эффективными системами пылеподавления, особенно при работе с сухими сыпучими материалами. Установка кожухов, аспирационных систем и увлажнителей воздуха в местах перегрузки становится обязательным требованием надзорных органов. Также ужесточились требования к шумовым характеристикам оборудования, что стимулирует производителей использовать малошумные ролики с полимерными покрытиями и виброизолирующие опоры.
Перспективы развития и инновационные тенденции
Будущее ленточного конвейеростроения в России неразрывно связано с цифровизацией и повышением энергоэффективности. Тренд на создание «умных» конвейеров набирает обороты. Системы компьютерного зрения уже начинают применяться для анализа потока груза, выявления посторонних предметов и контроля равномерности загрузки. Искусственный интеллект анализирует данные с десятков датчиков и оптимизирует работу привода в реальном времени, снижая потребление электроэнергии до 15-20%. Это особенно актуально в свете постоянного роста тарифов на электроэнергию для промышленных потребителей.
Еще одним перспективным направлением является использование новых композитных материалов для изготовления элементов конструкции. Замена стальных рам на алюминиевые сплавы или композиты позволяет снизить вес оборудования, упростить монтаж и повысить коррозионную стойкость. Хотя первоначальная стоимость таких решений выше, их жизненный цикл оказывается значительно дольше, особенно в агрессивных средах химических производств или портовых сооружений. Разработки в области самовосстанавливающихся покрытий для лент также обещают революционизировать обслуживание, позволяя затягивать мелкие порезы и повреждения автоматически под воздействием тепла или света.

- Энергорекуперация: Внедрение приводов с возможностью рекуперации энергии при спуске груза с горы, возвращая электричество в сеть предприятия.
- Беспилотный мониторинг: Использование дронов для осмотра труднодоступных участков трассы и тепловизионного контроля нагрева узлов.
- Модульность 2.0: Создание унифицированных блоков, которые можно быстро заменять целиком в случае поломки, отправляя дефектный модуль в цех для восстановления.
- Эко-френдли материалы: Переход на биоразлагаемые смазки и перерабатываемые типы резины для снижения экологического следа.
Рынок конвейеров ленточных желобчатых в 2026 году демонстрирует высокую степень зрелости и адаптивности. Российские производители смогли не только заместить ушедшие западные бренды, но и предложить продукты, зачастую превосходящие аналоги по приспособленности к местным условиям. Однако успех внедрения такого оборудования по-прежнему зависит от компетентности заказчика, глубины проработки технического задания и готовности инвестировать в качество, а не только в начальную цену. Правильно выбранный и грамотно эксплуатируемый конвейер станет надежным фундаментом для развития бизнеса на десятилетия вперед.
Часто задаваемые вопросы (FAQ)
Какой срок службы конвейерной ленты в российских условиях?
Срок службы напрямую зависит от типа транспортируемого груза и условий эксплуатации. Для абразивных материалов (руда, щебень) при использовании качественной резинотканевой ленты среднего класса прочности срок службы составляет от 3 до 5 лет. При применении лент с повышенным классом прочности и в менее агрессивных средах (зерно, уголь) этот показатель может достигать 7-10 лет. Регулярное обслуживание и правильная настройка роликоопор способны продлить ресурс на 20-30%.
Можно ли эксплуатировать желобчатый конвейер при температуре ниже -50°C?
Да, эксплуатация возможна, но требуется специальное исполнение. Необходимо использовать конвейерные ленты из морозостойкой резины (класс ХЛ1 или ХЛ2), рассчитанные на температуры до -60°C. Также обязательна установка систем электрообогрева приводных барабанов и редукторов, использование морозостойких смазок в подшипниках роликов и применение сталей повышенной хладостойкости для металлических конструкций.
Как рассчитать необходимую мощность двигателя для конвейера?
Расчет мощности производится на основе совокупного сопротивления движению, которое включает в себя сопротивление от веса груза и ленты, сопротивление от трения в роликах, сопротивление от подъема груза на высоту и дополнительное сопротивление от очистителей и перегрузочных устройств. Для точного расчета рекомендуется использовать специализированное ПО или обратиться к инженерам производителя, так как ошибка в расчетах может привести к перегрузке двигателя или невозможности запуска под нагрузкой.
В чем главное преимущество желобчатой ленты перед плоской?
Главное преимущество заключается в увеличении площади поперечного сечения груза на ленте. Благодаря формированию желоба боковыми роликами, объем транспортируемого материала увеличивается на 30-40% по сравнению с плоской лентой той же ширины. Это позволяет либо повысить производительность конвейера без увеличения ширины ленты, либо снизить капитальные затраты за счет использования более узкой и дешевой ленты при сохранении требуемой производительности.
Где можно приобрести запчасти для конвейеров в России?
В 2026 году в России сформировался развитый рынок запасных частей для конвейерного оборудования. Запчасти можно приобрести напрямую у заводов-производителей конвейеров, у специализированных дистрибьюторов резинотехнических изделий и подшипников, а также на крупных промышленных маркетплейсах. Важно обращать внимание на сертификаты соответствия и гарантию качества, особенно при покупке критических узлов вроде барабанов и редукторов.
Источники информации и полезные ссылки
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) — актуальные ГОСТы на конвейерное оборудование.
- Министерство промышленности и торговли РФ — стратегии развития машиностроения и меры поддержки.
- Хабр: Индустриальный раздел — обсуждения технических решений и кейсы внедрения от инженеров.
- РБК Промышленность – аналитика рынка и новости горнодобывающей отрасли.