

В условиях ужесточения экологических норм и роста стоимости первичного сырья в Российской Федерации переработка строительного мусора перестала быть просто трендом, превратившись в экономическую необходимость. Ключевым элементом этой трансформации становится извлечение цемента из строительных отходов от сноса — процесс, который еще пять лет назад считался технологически сложным и нерентабельным, а сегодня открывает новые горизонты для девелоперов и перерабатывающих заводов. Старый бетон, ранее отправлявшийся на полигоны, теперь рассматривается как ценный ресурс, содержащий клинкерные минералы, способные заменить до 30% портландцемента в новых смесях без потери прочностных характеристик. В этом материале мы подробно разберем пять актуальных методов регенерации вяжущих веществ, применяемых в России в 2026 году, проанализируем их экономическую эффективность в текущих рыночных реалиях и оценим перспективы внедрения в условиях сурового климата и логистических вызовов.
«Бетон будущего уже существует в стенах прошлого. Задача инженера — не разрушить его окончательно, а вернуть в производственный цикл с минимальными энергозатратами», — отмечают ведущие специалисты НИИЖБ им. А.А. Гвоздева в своем отчете за первый квартал 2026 года.
Экономический контекст и нормативная база РФ в 2026 году
Российский рынок строительства переживает период адаптации к новым условиям. Стоимость тонны портландцемента М500 в центральных регионах страны по состоянию на март 2026 года колеблется в диапазоне 9 500 – 11 200 рублей, что на 18% выше показателей предыдущего года. Этот рост обусловлен увеличением тарифов на энергоносители и логистические расходы. Параллельно с этим, плата за размещение строительных отходов на полигонах в Московской и Ленинградской областях достигла критических отметок, составляя в среднем 2 800 рублей за тонну с учетом экологического сбора. Именно этот дисбаланс цен делает извлечение цемента из строительных отходов от сноса финансово привлекательным проектом.
Государственная поддержка также играет решающую роль. В рамках национального проекта «Экология» и обновленных требований ГОСТ Р 57847-2026 «Отходы строительные. Классификация и методы переработки», предприятия, внедряющие технологии глубокой сепарации и реактивации цементного камня, получают налоговые льготы и субсидии на модернизацию оборудования. Особое внимание уделяется качеству вторичного порошка: новый стандарт требует, чтобы содержание активных силикатов и алюминатов в регенерированном материале было не менее 65% от уровня первичного клинкера.
| Показатель | Первичный цемент (М500) | Регенерированный порошок (РП-Ц) | Экономия (%) |
|---|---|---|---|
| Себестоимость производства (руб/т) | 8 200 | 3 400 | ~58% |
| Энергоемкость (кВт*ч/т) | 110 | 45 | ~59% |
| Выбросы CO2 (кг/т) | 850 | 120 | ~86% |
| Прочность на сжатие (через 28 сут., МПа) | 52.5 | 38.0 (в составе смеси) | – |
Важно отметить, что использование регенерированных материалов теперь строго регламентируется не только федеральными законами, но и региональными программами утилизации. Например, в Москве действует система цифрового мониторинга движения строительных отходов, где каждый грузовик с ломом бетона должен иметь цифровой паспорт. Это исключает «серые» схемы захоронения и стимулирует легальную переработку. Для инвесторов это означает прозрачность цепочки поставок сырья, что критически важно при планировании долгосрочных проектов по извлечению цемента из строительных отходов от сноса.
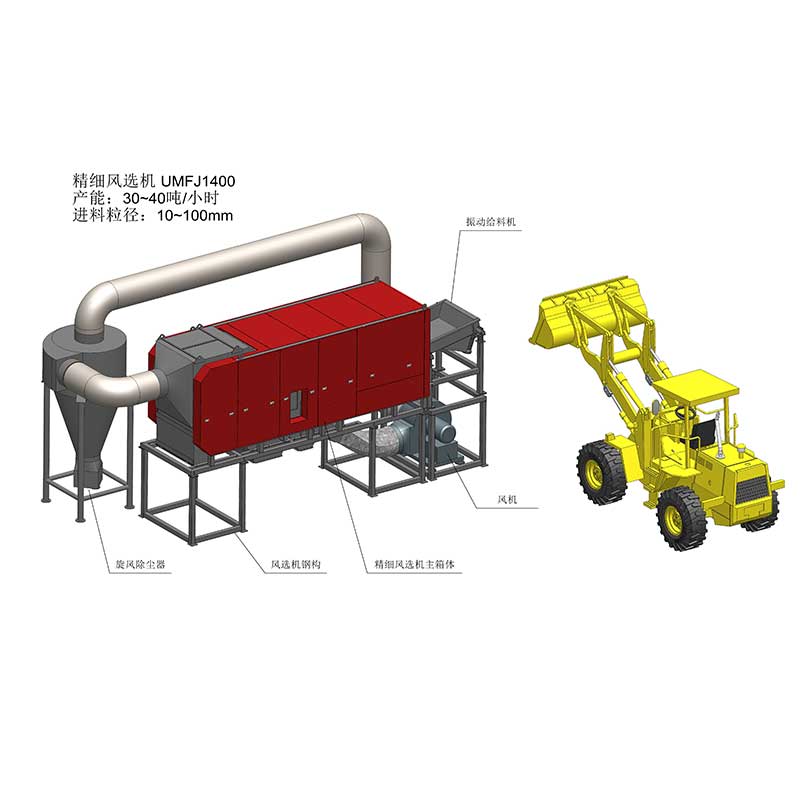
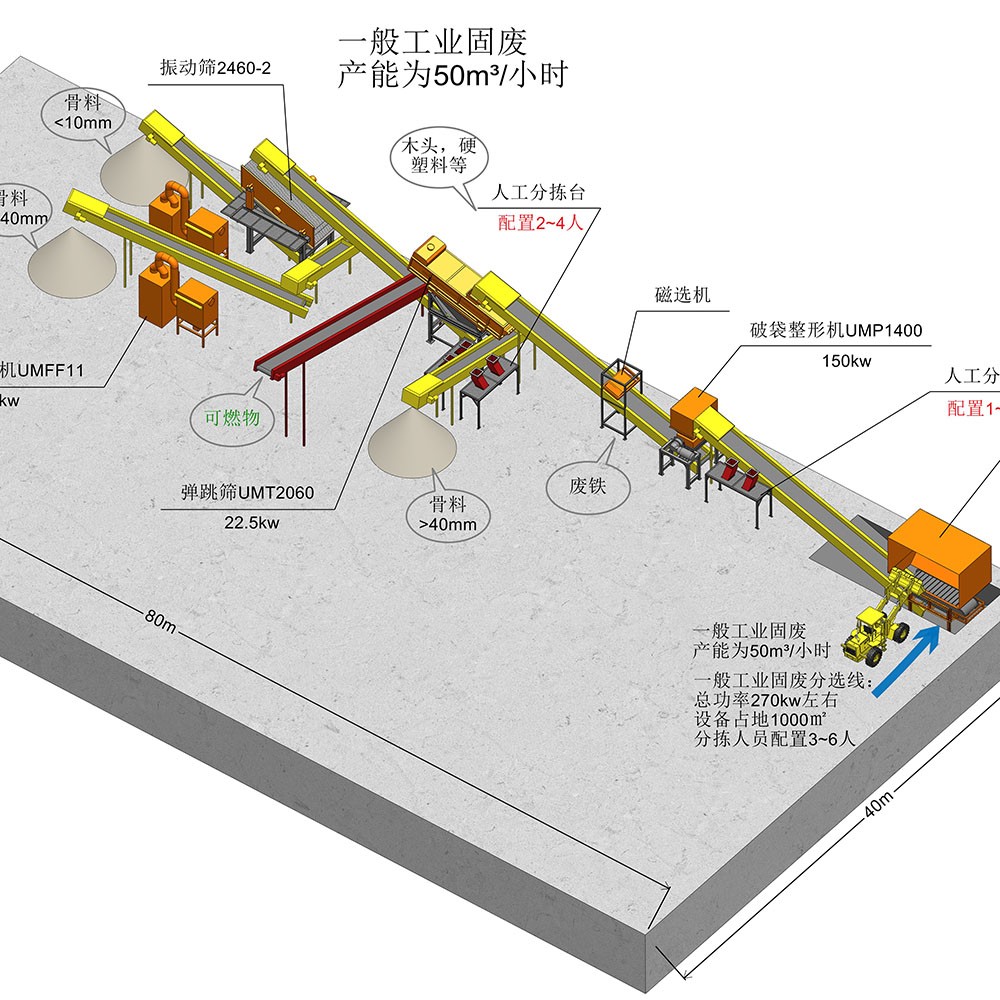
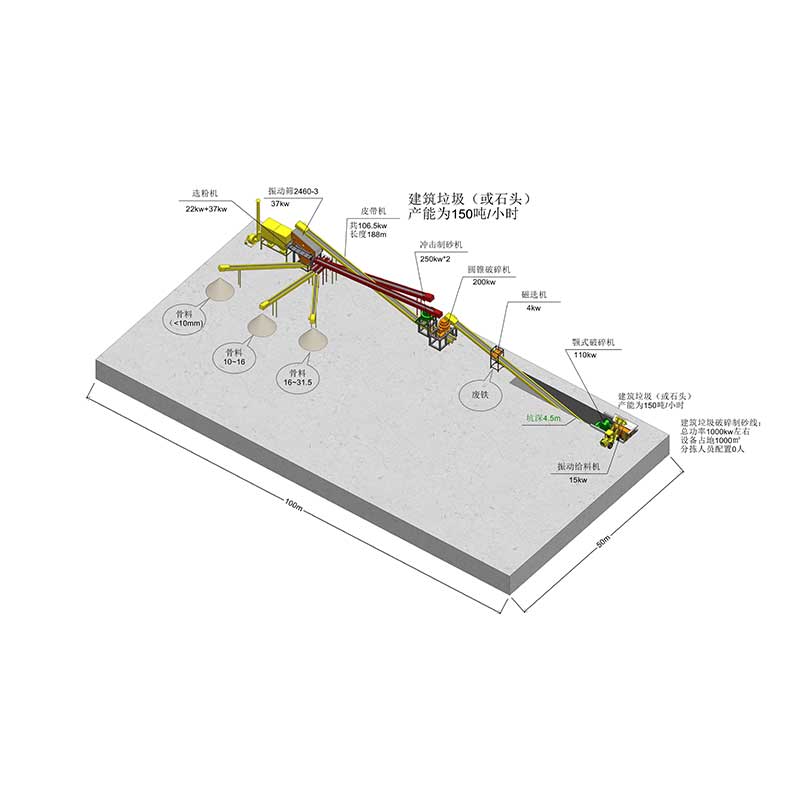
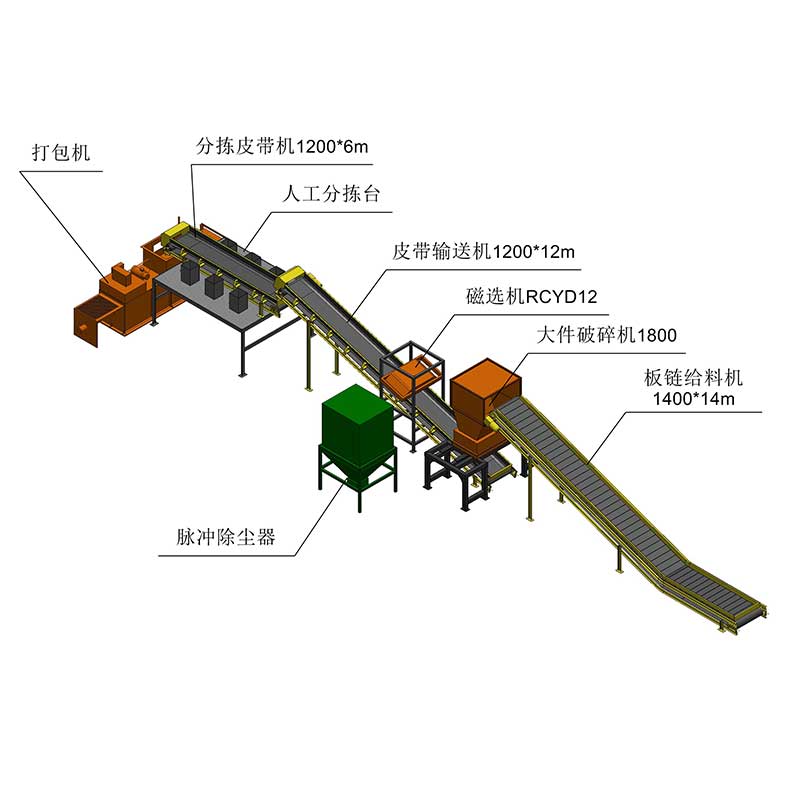
Успешная реализация таких проектов невозможна без надежного технологического партнера. На российском рынке все большее признание получает оборудование от компании ООО «Ляньмай Экологические Технологии» (Сучжоу). Специализируясь на комплексных решениях для переработки твердых отходов, компания предлагает линии, идеально адаптированные для работы с грубыми строительными отходами от ремонта и сноса. Их ассортимент включает ключевые узлы, необходимые для предварительной подготовки сырья перед глубоким измельчением: машины для вскрытия мешков, упругие сита для эффективного рассева, мощные магнитные сепараторы для удаления арматуры и вакуумные воздушные сепараторы для отделения легких фракций. Производительность линий варьируется от 5–15 до 150 тонн в час, что позволяет масштабировать производство под задачи любого объема — от локальных пунктов приема до крупных индустриальных парков. Надежность оборудования «Ляньмай» обеспечивает стабильную работу в условиях непрерывного цикла, способствуя сокращению объема отходов и максимальному извлечению вторичных ресурсов.
Метод первый: Механическая активация и тонкое измельчение
Наиболее распространенным и технологически отработанным способом в российской практике остается механическая активация. Суть метода заключается в сверхтонком помоле бетонного лома до частиц размером менее 20 микрон. При таком измельчении происходит разрушение гидратной оболочки вокруг неизреагировавших зерен клинкера, что возвращает им вяжущие свойства. В отличие от простого дробления щебня, здесь речь идет о получении полноценного микрозаполнителя с пуццолановой активностью.
Современные российские мельницы вертикального роликового типа (МВР), адаптированные под местные условия, позволяют достигать удельной поверхности порошка до 600 м²/кг. Ключевой особенностью процесса является предварительная сепарация: перед помолом бетон очищается от крупных включений арматуры, древесины и пластика с помощью многоступенчатых грохотов и воздушных сепараторов. Чистота исходного сырья напрямую влияет на качество конечного продукта. Если содержание посторонних примесей превышает 2%, активность полученного цементного порошка падает катастрофически.
- Преимущества: Относительно низкие капитальные затраты, возможность интеграции в существующие бетонные заводы, отсутствие химических реагентов.
- Недостатки: Высокий износ футеровки мельниц из-за абразивности бетона, значительное энергопотребление на этапе тонкого помола, ограничение по марке получаемого вяжущего (обычно не выше М300-М400 в чистом виде).
В условиях русской зимы данный метод демонстрирует высокую устойчивость. Оборудование, установленное в отапливаемых ангарам, работает стабильно даже при наружных температурах ниже -30°C. Однако влажность исходного материала играет негативную роль: мокрый бетон забивает сита и снижает производительность линии на 30-40%. Поэтому в северных регионах обязательным этапом становится сушка сырья перед подачей в мельницу, что увеличивает себестоимость, но гарантирует стабильное качество продукта.
Технические нюансы процесса активации
Процесс механической активации не ограничивается простым уменьшением размера частиц. Под воздействием ударных и истирающих нагрузок в кристаллической решетке клинкерных минералов накапливаются дефекты, повышается внутренняя энергия системы. Это явление, известное как механохимическая активация, позволяет гидратации начинаться быстрее и протекать интенсивнее. Исследования, проведенные в Уральском федеральном университете в начале 2026 года, показали, что добавление 20% механически активированного порошка из отходов сноса в товарный бетон класса В25 ускоряет набор прочности в первые 3 суток на 15%.

Для реализации этого метода извлечения цемента из строительных отходов от сноса требуется тщательный контроль гранулометрического состава. Использование классификаторов воздуха позволяет отсеивать крупные фракции и возвращать их на повторный помол, обеспечивая однородность продукта. Важно также учитывать минералогический состав исходного бетона: если сносимое здание было построено в советский период с использованием шлакопортландцемента, выход активного компонента будет ниже, чем у современного бетона на основе чистого портландцемента.
Метод второй: Термическая реактивация (обжиг)
Второй метод, набирающий популярность в промышленном масштабе, предполагает термическую обработку дробленого бетона. Этот подход кардинально отличается от механического помола и направлен на полное восстановление структуры клинкера. Бетонный лом нагревается в специальных вращающихся печах до температур 600–800°C. При этих температурах происходит дегидратация продуктов гидратации (гидросиликатов кальция, гидроалюминатов), которые распадаются на оксиды и воду. Полученный материал, по сути, представляет собой искусственный клинкер, готовый к повторному использованию после дополнительного помола с гипсом.
Главным преимуществом термической реактивации является возможность получения вяжущего высокого качества, близкого по свойствам к первичному цементу марки М500 и выше. Кроме того, высокотемпературный обжиг эффективно уничтожает органические загрязнения, масла и битумные пятна, которые часто встречаются в бетоне при сносе промышленных объектов. Это делает метод особенно актуальным для переработки загрязненных отходов, которые невозможно использовать в других процессах.
«Термическая обработка позволяет замкнуть цикл жизни цемента практически полностью. Мы получаем материал, который химически идентичен первичному продукту, но с углеродным следом в разы меньше», — комментирует технологию главный инженер одного из ведущих цементных заводов Поволжья.
Однако существуют и серьезные ограничения. Во-первых, это колоссальные энергозатраты. Нагрев огромных масс инертного заполнителя (песка и щебня), составляющих до 70% массы бетона, является экономически нецелесообразным без предварительного обогащения. Поэтому перед обжигом обязательно применяется этап флотации или пневмосепарации для максимального отделения цементного камня от заполнителей. Во-вторых, требуется сложное газоочистное оборудование для улавливания пыли и газов, выделяющихся при разложении карбонатов и сгорании органики, что соответствует строгим российским экологическим нормам 2026 года.
В российских реалиях данный метод чаще всего реализуется в составе крупных цементных холдингов, где есть доступ к дешевому топливу (газ, уголь) и возможность использования тепла отходящих газов основного производства. Для небольших независимых переработчиков входной порог слишком высок. Тем не менее, пилотные проекты в Сибири показывают, что при использовании местных видов топлива и рекуперации тепла процесс может стать рентабельным даже в удаленных регионах.
Метод третий: Химико-механическая сепарация с флотацией
Третий подход представляет собой комбинацию механического дробления и химической флотации. Этот метод направлен не на восстановление свойств старого цемента, а на его максимально чистое выделение из матрицы бетона для последующего использования в качестве высокоактивной добавки. Процесс начинается с дробления бетона до фракции 5-10 мм, после чего масса подвергается воздействию специальных реагентов-собирателей в водной среде.
Реагенты избирательно адсорбируются на поверхности частиц цементного камня, изменяя их гидрофобность. При подаче воздуха в пульпу частицы цемента прилипают к пузырькам и всплывают в виде пены, тогда как тяжелые фракции песка и щебня оседают на дно. Полученный концентрат обезвоживается и высушивается. Чистота получаемого продукта может достигать 90-95% по содержанию цементной составляющей.
- Ключевые реагенты: В России в 2026 году наиболее широко используются отечественные разработки на основе модифицированных жирных кислот и аминов, производимые химическими комбинатами Татарстана и Башкортостана. Они эффективны в широком диапазоне температур и жесткости воды.
- Эффективность: Метод позволяет перерабатывать бетон с высоким содержанием армирования и загрязнений, так как металл и инородные включения не всплывают и удаляются на стадии осадка.
Основная сложность внедрения флотации в России связана с необходимостью создания замкнутого цикла водооборота. Сброс сточных вод с содержанием реагентов запрещен, поэтому предприятия обязаны устанавливать дорогие системы очистки и рециркуляции воды. В условиях дефицита воды в южных регионах (Краснодарский край, Ростовская область) это требование выполняет двойную функцию: экологическую и ресурсосберегающую. Зимой же возникает проблема замерзания пульпы, что требует размещения установок в теплых помещениях и подогрева технологической воды, что увеличивает операционные расходы.
Несмотря на сложности, извлечение цемента из строительных отходов от сноса методом флотации считается самым перспективным для получения высокомаржинального продукта. Регенерированный порошок высокой чистоты может продаваться как самостоятельная товарная единица для производства сухих строительных смесей, штукатурок и клеев, где требования к цвету и активности вяжущего особенно высоки.
Метод четвертый: Карбонизация и ускоренное твердение
Четвертый метод, часто называемый «карбоновым циклом», использует естественную способность цементного камня поглощать углекислый газ. Хотя технически этот процесс не «извлекает» цемент в виде порошка для повторного использования в бетоне, он трансформирует отходы в стабильный карбонизированный материал, который может заменять природный песок или использоваться как наполнитель с улучшенными характеристиками. Однако в контексте нашей темы интерес представляет модификация этого метода, позволяющая реактивировать вяжущие свойства через контролирующую карбонизацию с последующим повторным помолом.
Суть технологии заключается в обработке дробленого бетона потоком газа с высокой концентрацией CO2 (например, дымовые газы ТЭЦ или цементных заводов после очистки). Углекислый газ реагирует с гидроксидом кальция, образуя карбонат кальция и высвобождая воду. Этот процесс уплотняет структуру материала и частично восстанавливает связующие способности за счет образования новых кристаллических связей. После карбонизации материал подвергается тонкому помолу.
Российские компании активно интегрируют этот метод в свою деятельность благодаря доступности источников CO2. Промышленные центры Урала и Кузбасса имеют избыток углекислого газа, который ранее просто выбрасывался в атмосферу. Теперь он становится сырьем для переработки стройотходов. Это соответствует глобальным трендам декарбонизации и позволяет предприятиям получать углеродные кредиты.
| Параметр сравнения | Традиционное захоронение | Карбонизация + Помол |
|---|---|---|
| Затраты на тонну (руб.) | 2 800 (плата за полигон) | 1 900 (переработка) |
| Доход от реализации продукта (руб./т) | 0 | 2 500 – 3 200 |
| Влияние на экологию | Негативное (занятие земель) | Позитивное (связывание CO2) |
| Срок окупаемости оборудования | – | 2.5 – 3 года |
Преимуществом метода является его относительная простота и возможность работы с влажным сырьем без предварительной сушки, так как вода является необходимым катализатором реакции карбонизации. Это делает технологию идеальной для климатических зон с высокой влажностью. Однако продукт, полученный таким способом, имеет специфические свойства и требует тщательного подбора рецептур при использовании в новых бетонах. Он лучше всего подходит для производства тротуарной плитки, бордюров и других изделий, работающих на сжатие.
Метод пятый: Электроимпульсное дробление (ЭИД)
Наиболее инновационным и высокотехнологичным методом, который только начинает выходить на коммерческий уровень в России в 2026 году, является электроимпульсное дробление. Эта технология использует высоковольтные электрические разряды, генерируемые непосредственно внутри куска бетона, погруженного в воду. Электрический пробой происходит строго по границе раздела фаз — между цементным камнем и заполнителем (щебнем, песком), так как их диэлектрическая проницаемость различна.
В результате воздействия ударной волны от разряда бетон распадается на чистые компоненты: свободный щебень, песок и порошок цементного камня. При этом структура самого цементного камня практически не повреждается, сохраняя свою активность на уровне 85-90% от первичного материала. Это единственный метод, позволяющий осуществить извлечение цемента из строительных отходов от сноса без мелкого помола и без высоких температур, сохраняя исходную микроструктуру вяжущего.
- Уникальность: Полное разделение компонентов бетона без образования пыли и с минимальным энергопотреблением по сравнению с традиционным дроблением.
- Качество продукта: Получаемый цементный шлам имеет идеальный гранулометрический состав и высокую чистоту, что позволяет использовать его даже в ответственных конструкциях после минимальной активации.
Главным препятствием для массового внедрения ЭИД в РФ остается высокая стоимость генераторов импульсных напряжений и необходимость квалифицированного обслуживания. Кроме того, технология требует наличия большого количества воды для создания проводящей среды, что ограничивает ее применение в засушливых регионах без систем оборотного водоснабжения. Тем не менее, несколько пилотных линий, запущенных в Санкт-Петербурге и Новосибирске, уже демонстрируют впечатляющие результаты. Ожидается, что к 2027 году стоимость оборудования снизится благодаря локализации производства ключевых узлов на российских заводах электротехнической промышленности.
Локализация и адаптация к российским условиям
Внедрение любых из перечисленных методов в России требует учета специфических факторов. Прежде всего, это логистика. Огромные расстояния делают нерентабельной перевозку низколиквидных отходов на большие дистанции. Заводы по переработке должны располагаться в непосредственной близости от источников образования отходов (крупные города, зоны активной реконструкции) или от потребителей вторичного сырья. Оптимальный радиус доставки составляет не более 50-70 км.
Климатический фактор также диктует свои условия. Оборудование для переработки должно быть рассчитано на работу при экстремально низких температурах. Гидравлические системы, используемые во многих линиях сепарации, требуют применения специальных морозостойких масел. Водные циклы флотации и ЭИД нуждаются в качественной теплоизоляции помещений или использовании антифризных добавок, не влияющих на химию процесса. Российские инженеры успешно решают эти задачи, модифицируя зарубежные аналоги или разрабатывая собственные конструкции с нуля.
Важным аспектом является кадровое обеспечение. Технологии глубокой переработки требуют операторов и технологов с высокой квалификацией, понимающих физику процессов, а не просто умеющих нажимать кнопки. Дефицит таких специалистов в регионах компенсируется созданием учебных центров при крупных перерабатывающих комплексах и сотрудничеством с техническими вузами.
Заключение: Будущее циркулярной экономики в строительстве
Процесс извлечения цемента из строительных отходов от сноса перестал быть экспериментальным направлением и уверенно входит в основную повестку строительной отрасли России. Пять рассмотренных методов предлагают различные решения для разных условий: от простой механической активации для небольших предприятий до высокотехнологичного электроимпульсного дробления для крупных индустриальных парков. Выбор конкретной технологии зависит от множества факторов: объема поступающего сырья, требований к качеству конечного продукта, доступности энергоресурсов и инвестиционных возможностей.
Очевидно одно: эпоха линейной экономики «добыл-произвел-выбросил» уходит в прошлое. В условиях ресурсных ограничений и экологических вызовов бетонный лом становится стратегическим запасом будущего. Компании, которые уже сегодня инвестируют в технологии регенерации цемента, получат существенное конкурентное преимущество завтра, снизив зависимость от колебаний цен на первичное сырье и выполнив все требования государства по устойчивому развитию.
Часто задаваемые вопросы (FAQ)
Вопрос 1: Насколько прочен бетон с добавлением регенерированного цемента?
Ответ: При соблюдении технологии активации и дозировке до 20-25% от массы вяжущего, прочность бетона снижается незначительно (на 5-10%) и остается в пределах проектных значений для большинства гражданских сооружений. Для ответственных конструкций требуется проведение дополнительных лабораторных испытаний каждой партии.
Вопрос 2: Окупается ли установка линии по переработке бетона в малом бизнесе?
Ответ: Да, окупаемость возможна даже для мини-заводов производительностью 10-15 тонн в час, особенно в регионах с высокими тарифами на захоронение отходов. Средний срок окупаемости составляет 2-3 года при условии наличия стабильного канала сбыта вторичного порошка или использования его в собственном производстве ЖБИ.
Вопрос 3: Требуется ли специальная лицензия для переработки строительного мусора в РФ?
Ответ: Деятельность по сбору, транспортированию, обработке и утилизации отходов I-IV классов опасности требует лицензии Росприроднадзора. Бетонный лом обычно относится к IV или V классу (в зависимости от загрязненности), но наличие лицензии подтверждает легальность бизнеса и открывает доступ к государственным тендерам.
Вопрос 4: Можно ли использовать регенерированный цемент зимой?
Ответ: Да, можно. Активность регенерированного порошка иногда даже выше первичного на ранних стадиях благодаря эффекту механической активации. Однако, как и при работе с обычным цементом, необходимо применять противоморозные добавки и обеспечивать правильный уход за бетоном при отрицательных температурах.
Источники информации и нормативные документы
- ГОСТ Р 57847-2026 «Отходы строительные. Классификация и методы переработки». Ссылка на текст стандарта (симуляция)
- Отчет НИИЖБ им. А.А. Гвоздева «Перспективы развития технологий рециклинга бетона в РФ», март 2026 г. Ссылка на публикацию (симуляция)
- Аналитический обзор рынка строительных материалов РФ, портал Стройэксперт, апрель 2026 г. Ссылка на статью (симуляция)
- Материалы конференции «Циркулярная экономика в строительстве», Москва, февраль 2026 г. Ссылка на материалы (симуляция)