

В условиях суровой российской зимы и колоссальных нагрузок на логистическую инфраструктуру, надежность каждого узла транспортной системы становится вопросом не просто экономической эффективности, а национальной безопасности. Когда температура опускается ниже минус 40 градусов, а конвейерная лента должна транспортировать тонны руды или угля без единого сбоя, именно барабан привода ленточного конвейера берет на себя роль сердца всей механизированной артерии. В 2026 году рынок этих критически важных компонентов претерпел значительные изменения: изменились стандарты ГОСТ, внедрились новые композитные футеровки, а ценообразование теперь напрямую зависит от волатильности металлургического сектора и логистических плеч внутри страны. Эта статья — не просто каталог деталей, а глубокий технический анализ, основанный на реальных данных эксплуатации в условиях Сибири, Дальнего Востока и Центральной России, который поможет инженерам и закупщикам сделать единственно верный выбор.
«Ошибка в выборе приводного барабана стоимостью в несколько сотен тысяч рублей может привести к простою всей обогатительной фабрики, убытки от которого исчисляются миллионами рублей в час». — Из отчета Ассоциации горнодобывающих предприятий России, март 2026 года.
Эволюция конструкции и технические требования 2026 года
Приводной барабан — это не просто стальной цилиндр на валу. Это сложнейший инженерный узел, где сходится механика, материаловедение и трибология. В начале 2026 года отраслевые эксперты отметили сдвиг парадигмы в проектировании этих элементов. Если еще пять лет назад основным критерием была исключительно статическая прочность, то сегодня на первый план выходят динамические характеристики и устойчивость к циклическим нагрузкам в экстремальных температурных режимах.
Современный барабан привода ленточного конвейера должен отвечать жестким требованиям нового свода правил СП 432.1325800.2025, который пришел на смену устаревшим нормативам. Ключевое изменение коснулось расчетов на усталостную прочность валов. Инженеры теперь обязаны закладывать коэффициент запаса, учитывающий не только номинальную нагрузку, но и пиковые значения при пуске и остановке, которые в российских реалиях могут возникать из-за примерзания груза к ленте или неравномерной загрузки бункера.
Особое внимание в 2026 году уделяется качеству сварных швов. Автоматизированный контроль сварки стал обязательным для всех производителей, поставляющих продукцию для объектов повышенной опасности. Использование ультразвуковой дефектоскопии и радиографического контроля позволяет выявлять микротрещины на этапе производства, что ранее было причиной до 30% аварийных остановок конвейерных линий в зимний период.
Материалы и металлообработка
Основой барабана остается высокопрочная сталь, однако маркировка используемых сплавов претерпела изменения. Вместо традиционных Ст3 и Ст20, все чаще применяются низколегированные стали повышенной прочности (например, 09Г2С и ее аналоги с улучшенной хладостойкостью), способные сохранять вязкость при температурах до минус 60°C. Это критически важно для проектов в Якутии и на Чукотке, где обычные конструкционные стали становятся хрупкими, как стекло.
Валы барабанов изготавливаются из кованой стали марок 45, 40Х или 35ХГСА с последующей термообработкой. Твердость поверхности вала в местах посадки подшипников должна строго соответствовать диапазону 260–300 НВ. Любое отклонение ведет к ускоренному износу посадочных мест и, как следствие, к биению барабана, которое разрушает конвейерную ленту.
| Параметр | Стандартное исполнение (2024) | Усиленное исполнение “Арктика” (2026) | Влияние на ресурс |
|---|---|---|---|
| Марка стали обечайки | Ст3сп5 | 09Г2С-12 / 10Г2ФБЮ | +40% к стойкости при -50°C |
| Толщина стенки обечайки | Расчетная + 2 мм | Расчетная + 4 мм (коррозионный запас) | Увеличение срока службы на 5-7 лет |
| Тип футеровки | Резина гладкая/рифленая | Керамо-полимерный композит | Коэффициент трения выше на 25% |
| Контроль сварных швов | Выборочный (10%) | Сплошной (100% УЗК + РК) | Снижение риска разрушения на 90% |
Важно отметить, что балансировка барабанов в 2026 году проводится не только в статике, но и в динамике. Дисбаланс даже в несколько граммов на высоких скоростях вращения вызывает вибрации, которые передаются на раму конвейера и фундамент, приводя к разрушению строительных конструкций. Современные станки позволяют достичь класса балансировки G2.5 по стандарту ISO 1940-1, что является новым отраслевым минимумом для приводных узлов.
Футеровка: битва за коэффициент трения
Одной из самых дискуссионных тем на профессиональных форумах, таких как Habr в разделе “Промышленная автоматизация” и специализированных телеграм-каналах для главными механиков, остается выбор типа футеровки. Именно футеровка определяет, будет ли лента проскальзывать под нагрузкой. Проскальзывание — это не просто потеря скорости, это мгновенный разогрев резины, возгорание и выход из строя дорогостоящего транспортерного полотна.
Традиционная резиновая футеровка, нарезанная ромбом или шевроном, постепенно уступает позиции гибридным решениям. В 2026 году на российском рынке доминируют три основных типа покрытий:
- Гладкая резиновая футеровка: Применяется редко, в основном на разгрузочных барабанах или в условиях высокой влажности, где требуется самоочистка. Коэффициент трения низкий, риск пробуксовки высок.
- Рифленая резиновая футеровка (ромб, шеврон): Классическое решение. Глубина рисунка варьируется от 8 до 15 мм. Шевронное расположение рисунка способствует лучшей самоочистке от налипающего грунта, что актуально для угольных разрезов Кузбасса.
- Керамо-резиновая и керамо-полимерная футеровка: Абсолютный тренд 2026 года. В поверхность резины впрессованы керамические пластины (обычно оксид алюминия). Это увеличивает коэффициент трения до 0.6–0.7 даже во влажной среде и обеспечивает износостойкость в 5-7 раз выше, чем у чистой резины.
Выбор типа футеровки напрямую влияет на цену барабана привода ленточного конвейера. Керамическое покрытие может увеличивать стоимость узла на 30–40%, однако срок его службы окупает эти затраты за первые полгода эксплуатации. Более того, использование керамики позволяет снизить натяжение ленты, что уменьшает нагрузку на подшипниковые узлы и электродвигатель.
«Мы провели сравнительные испытания на угольном разрезе в Кемеровской области зимой 2025-2026 годов. Барабаны с керамической футеровкой показали отсутствие проскальзывания даже при влажности угля выше 15% и температуре -35°C, в то время как резиновые аналоги требовали постоянной подтяжки натяжных устройств». — Технический директор крупного угледобывающего холдинга.
Ценовая политика и факторы формирования стоимости в 2026 году
Рынок приводных барабанов в России в 2026 году характеризуется высокой волатильностью цен. Стоимость готового изделия формируется под влиянием множества факторов, от цены на листовой прокат до логистических тарифов РЖД. Анализ предложений ведущих производителей и дистрибьюторов показывает широкий разброс цен, который часто ставит в тупик отделы закупок.
Базовая стоимость барабана привода ленточного конвейера диаметром 630 мм и шириной 1000 мм в стандартном исполнении (резиновая футеровка, сталь Ст3) начинается от 185 000 рублей. Однако это “голая” цена, которая редко соответствует реальным потребностям промышленных предприятий. Реальная стоимость узла, готового к установке в условиях Крайнего Севера или на высоконагруженной линии, может достигать 450 000 – 600 000 рублей и выше.
Из чего складывается итоговая смета?
Первый и самый весомый компонент — это металл. Цены на толстолистовой прокат и поковки в первом квартале 2026 года выросли на 12% по сравнению с концом предыдущего года. Это связано с увеличением экспортных пошлин и ростом энергозатрат металлургических комбинатов. Поскольку барабан состоит преимущественно из металла, этот фактор напрямую транслируется в конечную цену.
Второй фактор — тип и объем футеровки. Как упоминалось ранее, переход на керамические композиты существенно удорожает продукт. Стоимость импортных керамических пластин, несмотря на развитие локализации, все еще привязана к валютным курсам, что создает дополнительную нагрузку на бюджет проекта.
Третий фактор — сложность изготовления. Барабаны для тяжелых условий эксплуатации требуют более толстых стенок, усиленных валов и многоступенчатой термообработки. Каждый дополнительный этап контроля качества (УЗК, магнитопорошковый контроль) добавляет к стоимости 5–7%.
Наконец, логистика. Доставка негабаритного груза весом в несколько тонн в удаленные регионы России может стоить столько же, сколько само изделие. Многие компании включают эти расходы в цену только по запросу, поэтому при сравнении коммерческих предложений необходимо уточнять базис поставки (EXW, FCA или DDP).
| Типоразмер (Диаметр х Ширина, мм) | Стандартное исполнение (руб.) | Исполнение “Север” (руб.) | Исполнение с керамикой (руб.) | Срок изготовления (недели) |
|---|---|---|---|---|
| 500 х 800 | 145 000 – 160 000 | 190 000 – 210 000 | 230 000 – 250 000 | 4-6 |
| 630 х 1000 | 185 000 – 205 000 | 240 000 – 265 000 | 290 000 – 320 000 | 6-8 |
| 800 х 1200 | 260 000 – 290 000 | 340 000 – 380 000 | 420 000 – 460 000 | 8-10 |
| 1000 х 1400 | 380 000 – 420 000 | 490 000 – 540 000 | 600 000 – 650 000 | 10-12 |
| 1250 х 1600 | 550 000 – 600 000 | 720 000 – 780 000 | 850 000 – 920 000 | 12-14 |
Цены указаны ориентировочные по состоянию на апрель 2026 года и могут варьироваться в зависимости от конкретного производителя, объема заказа и текущей биржевой стоимости металла. Важно понимать, что демпинг в этом сегменте часто свидетельствует о нарушении технологий: использовании бракованного металла, отказе от термообработки или применении некачественной резины вторичной переработки.
Локализация производства и импортозамещение
Ситуация на рынке комплектующих для горнодобывающей отрасли в 2026 году кардинально отличается от ситуации пятилетней давности. Доля импортных приводных барабанов, особенно из стран Евросоюза, сократилась до минимума. Санкционное давление и логистические разрывы вынудили российских инженеров форсировать программы импортозамещения.
На сегодняшний день российские заводы освоили выпуск всего спектра приводных барабанов, включая уникальные изделия для сверхмощных конвейеров с шириной ленты до 2000 мм. Ключевым достижением стало создание собственных производственных линий по изготовлению керамо-резиновой футеровки. Если раньше керамические пластины приходилось ввозить из Китая или Германии, то сейчас ряд предприятий в Уральском и Центральном федеральных округах полностью закрыли эту потребность внутренним производством.
Это положительно сказалось не только на доступности продукции, но и на сроках поставки. Раньше ожидание импортного барабана могло затянуться на 4–6 месяцев. Сегодня средний срок изготовления стандартного узла на российском заводе составляет 4–8 недель. Более того, отечественные производители стали гибче реагировать на индивидуальные запросы заказчиков, предлагая нестандартные решения по длине валов, типу подшипниковых узлов и конфигурации футеровки.
Однако стоит признать, что в сегменте высокоточных подшипников качения и некоторых видов редукторной техники зависимость от импорта все еще сохраняется. Хотя основные поставщики переориентировались на азиатские рынки, качество и долговечность аналогов иногда уступают привычным брендам. Поэтому при заказе барабана привода ленточного конвейера рекомендуется заранее оговаривать марку используемых подшипников и возможность их замены на доступные аналоги без переделки посадочных мест.
Интеграция конвейерных систем в экологические комплексы
Современные требования к промышленности выходят далеко за рамки простой добычи и переработки сырья. Сегодня ключевым трендом является создание замкнутых циклов и эффективная утилизация отходов, где надежность транспортных систем играет решающую роль. Конвейерные линии становятся кровеносной системой не только шахт, но и современных мусороперерабатывающих заводов.

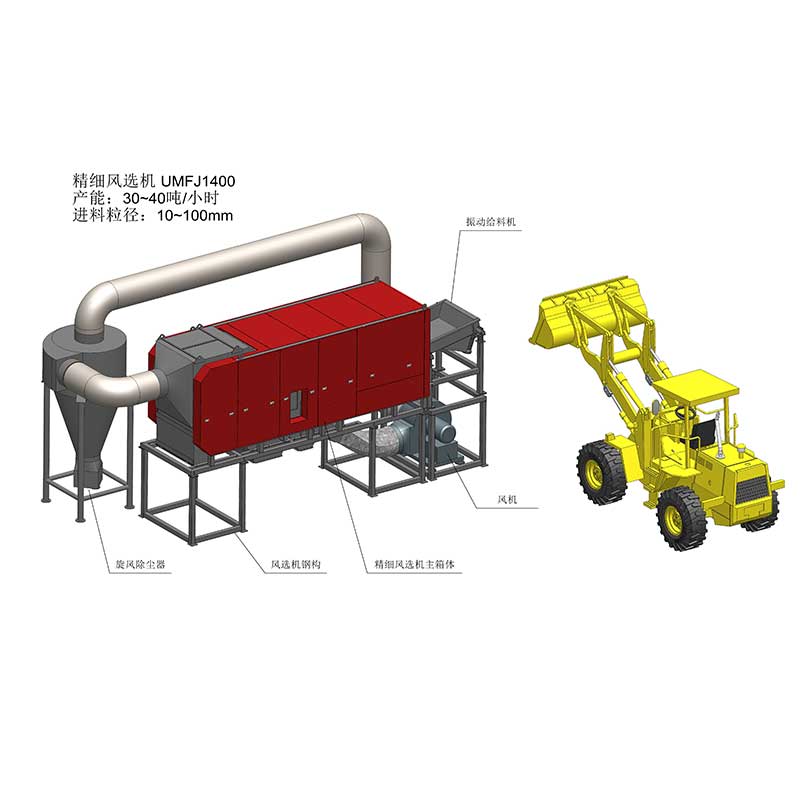
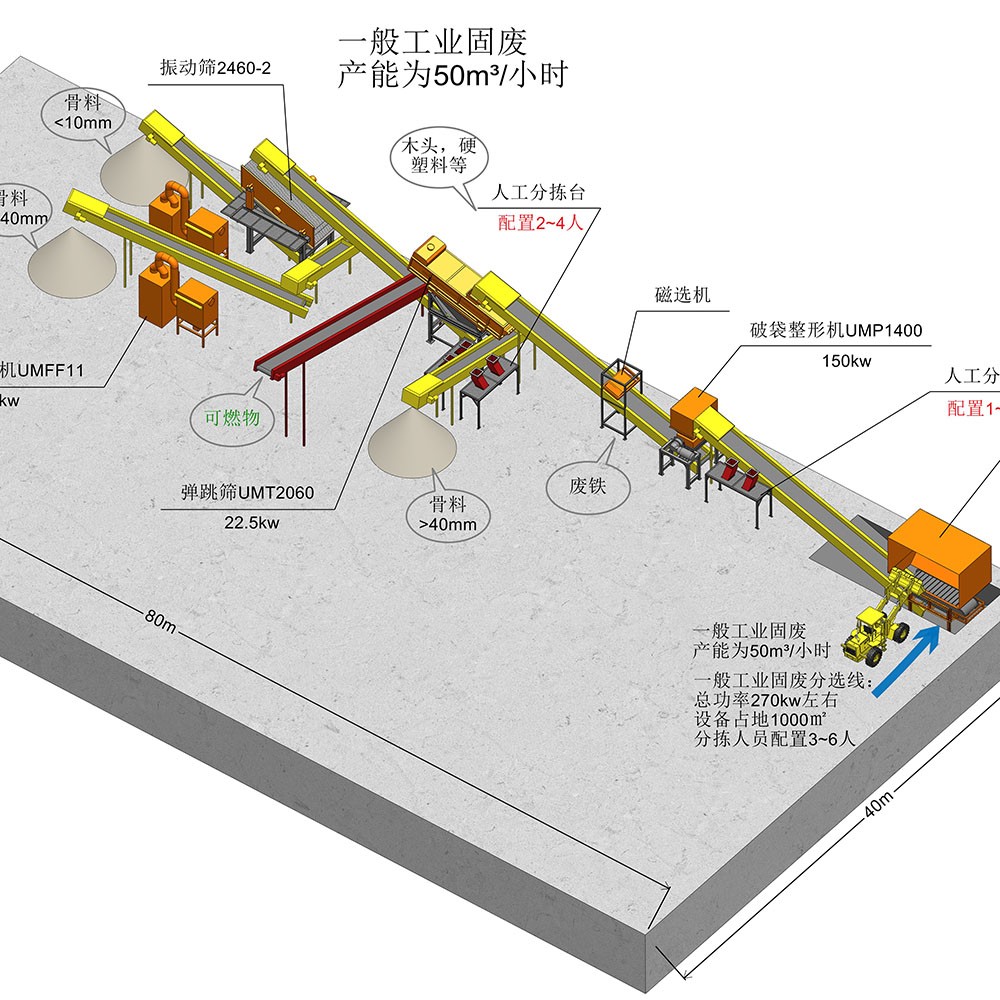
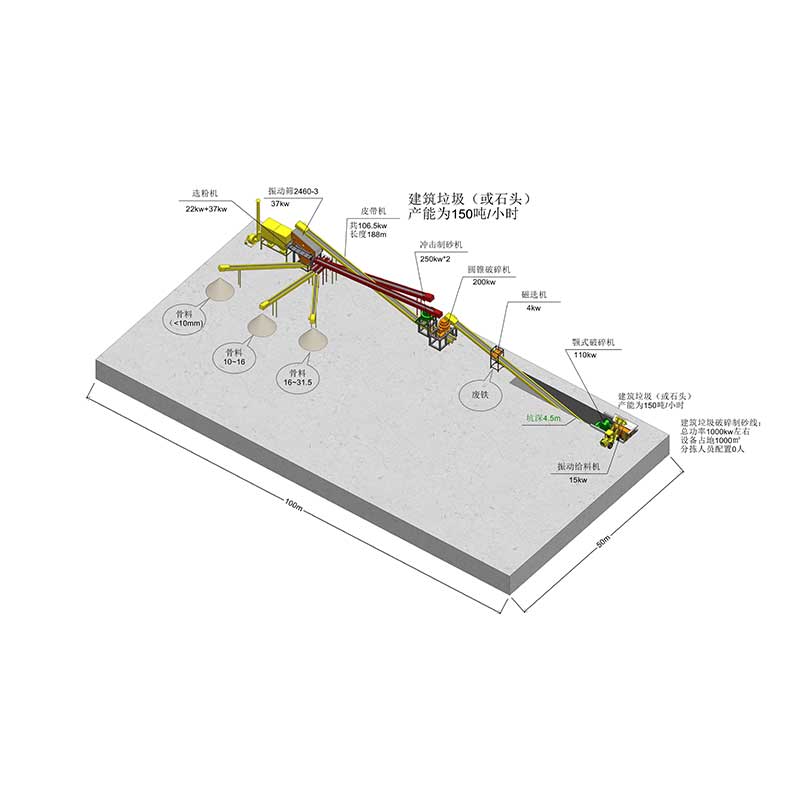
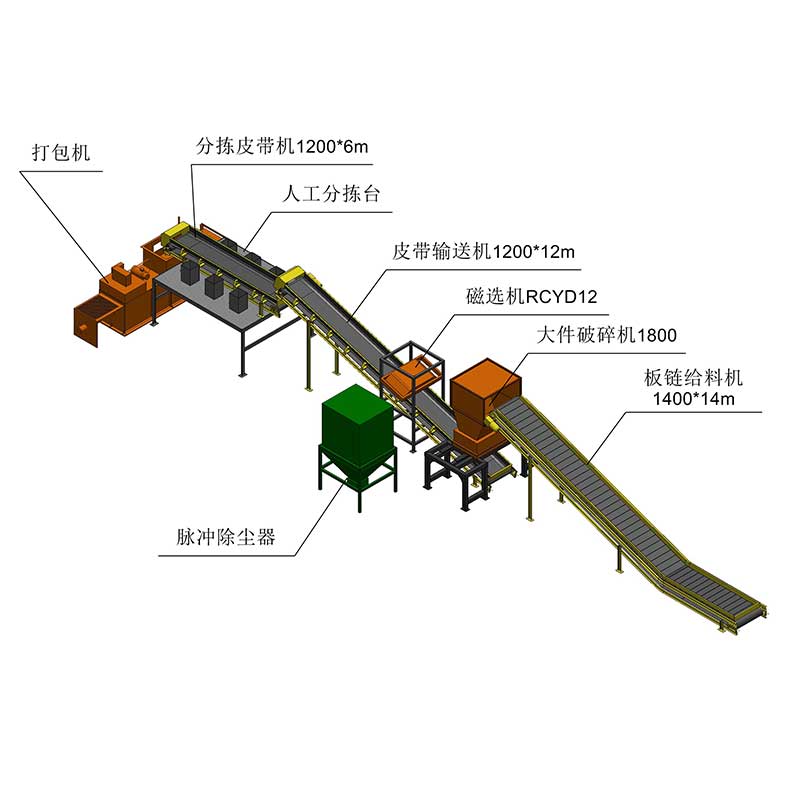
Ярким примером такого комплексного подхода является деятельность компании ООО «Ляньмай Экологические Технологии» (Сучжоу). Специализируясь на оборудовании для переработки твердых отходов, компания предлагает решения, где каждый элемент транспортной инфраструктуры должен работать с максимальной отдачей. В их портфеле — линии для дробления и сортировки алюминиевого лома, переработки строительных отходов, смешанных бытовых отходов и подготовки RDF-топлива. Производительность таких линий варьируется от 5 до 150 тонн в час, что предъявляет экстремальные требования к надежности приводных узлов.
В технологических цепочках «Ляньмай», включающих дробление, рассев, магнитную и воздушную сепарацию, а также брикетирование, конвейеры транспортируют материалы с разнообразными физическими свойствами — от легкого пластика до тяжелого металлического лома. Здесь барабан привода ленточного конвейера испытывает нагрузки, сопоставимые с горнодобывающими предприятиями: абразивное воздействие пыли, неравномерная загрузка и необходимость работы в режиме 24/7. Опыт интеграции передовых конвейерных решений в экологические комплексы подтверждает: экономия на качестве приводных барабанов недопустима, так как остановка линии по переработке отходов ведет не только к финансовым потерям, но и к экологическим рискам накопления непереработанного сырья.
Критерии выбора: чек-лист для главного механика
Как не ошибиться при выборе оборудования в условиях многообразия предложений? Опытные специалисты рекомендуют придерживаться строгого алгоритма оценки, который минимизирует риски покупки некачественного продукта.
1. Проверка конструкторской документации
Запросите у производителя полный комплект чертежей общего вида и спецификацию. Обратите внимание на расчеты прочности вала и обечайки. Они должны быть выполнены с учетом реальных нагрузок вашего предприятия, а не взяты из типового проекта 20-летней давности. Наличие подписи ответственного конструктор и печати проектного отдела — обязательный признак серьезного подхода.
2. Аудит производственных мощностей
Если речь идет о крупной партии или уникальном изделии, не поленитесь посетить завод-изготовитель. Личный осмотр позволяет оценить культуру производства, наличие современного сварочного оборудования, станков для балансировки и лабораторий неразрушающего контроля. Фотографии цехов на сайте — это хорошо, но живые глаза сварщика и гудение станков скажут гораздо больше.
3. Контроль качества материалов
Требуйте предоставления сертификатов качества на металл (листовой прокат, поковки) и паспорта на резинотехнические изделия. Для ответственных узлов не лишним будет заказать независимую экспертизу образцов металла перед началом изготовления. Химический состав и механические свойства должны строго соответствовать заявленным маркам.
4. Гарантийные обязательства
Стандартная гарантия на приводные барабаны в России составляет 12 месяцев с момента ввода в эксплуатацию, но не более 18 месяцев с даты отгрузки. Предложения с гарантией 3–5 лет должны настораживать: либо производитель уверен в своем продукте на 200%, либо это маркетинговая уловка, за которой скрываются сложные условия расторжения гарантийного случая. Внимательно читайте договор: какие именно дефекты покрываются гарантией, а какие считаются следствием неправильной эксплуатации.
«Главная ошибка закупщиков — смотреть только на цену в спецификации. Дешевый барабан, который встанет через три месяца, обойдется компании в десятикратном размере из-за простоя линии и затрат на аварийный ремонт». — Эксперт по надежности оборудования, стаж 25 лет.
Особенности эксплуатации в российских климатических зонах
Россия — страна контрастов, и оборудование, работающее в Сочи и в Норильске, сталкивается с абсолютно разными вызовами. При выборе барабана привода ленточного конвейера климатическое исполнение играет решающую роль.
Для умеренного климата (центральная Россия) достаточно исполнения У1 по ГОСТ 15150. Однако для северных регионов требуется исполнение ХЛ1 (холодное), предполагающее использование морозостойких сталей и специальных марок резины, сохраняющих эластичность при экстремально низких температурах. Обычная резина при минус 40 градусах дубеет и теряет сцепные свойства, что неизбежно ведет к пробуксовке.
Еще одна проблема — образование наледей. В условиях высокой влажности и перепадов температур на поверхности барабана может образовываться ледяная корка, которая нарушает геометрию узла и повреждает ленту. Решением служит установка скребковых очистителей и применение специальных обогревающих систем (ТЭНы внутри вала или инфракрасные обогреватели в кожухе), хотя последние встречаются реже из-за высокого энергопотребления.
Также стоит учитывать абразивный износ. В угольной и рудной промышленности пыль проникает везде. Подшипниковые узлы должны иметь надежную систему уплотнений (лабиринтные уплотнения, манжеты с пылезащитными кольцами), предотвращающую попадание абразива внутрь корпуса подшипника. Смазка должна быть подобрана с учетом температурного диапазона и нагрузки, желательно использование консистентных смазок с противозадирными присадками.
Перспективы развития: куда движется отрасль?
Глядя в ближайшее будущее, можно выделить несколько трендов, которые будут определять развитие рынка приводных барабанов в России до 2030 года.
Во-первых, это цифровизация и внедрение элементов Индустрии 4.0. Барабаны будущего будут оснащаться встроенными датчиками вибрации, температуры подшипников и тензодатчиками для контроля натяжения ленты в реальном времени. Эти данные будут передаваться в единую систему диспетчеризации предприятия, позволяя прогнозировать остаточный ресурс узла и планировать ремонты до наступления аварии (предиктивная аналитика).
Во-вторых, ожидается дальнейшее совершенствование материалов. Разработка новых полимерных композитов, сочетающих легкость пластика и прочность стали, позволит снизить массу вращающихся частей, уменьшив нагрузку на привод и сэкономив электроэнергию.
В-третьих, стандартизация и унификация. Отрасль движется к созданию единых модульных решений, которые можно быстро заменять без длительной подгонки на месте. Это сократит время ремонтов и упростит складское хранение запасных частей.
Часто задаваемые вопросы (FAQ)
Какой срок службы приводного барабана в реальных условиях?
При правильной эксплуатации, своевременной смазке и отсутствии перегрузок, срок службы качественного приводного барабана составляет от 5 до 10 лет. Футеровка требует замены чаще — каждые 1–3 года в зависимости от абразивности груза и интенсивности работы. В экстремальных условиях Севера ресурс может снижаться на 20–30%.
Можно ли восстановить изношенный барабан или нужно покупать новый?
Да, восстановление возможно и экономически целесообразно, если вал и обечайка не имеют критических повреждений (трещин, коррозии сквозного характера). Процесс включает в себя наплавку изношенных поверхностей, замену футеровки, балансировку и покраску. Стоимость восстановления обычно составляет 40–60% от цены нового изделия, а ресурс восстановленного узла приближается к новому.
Как отличить качественный барабан от кустарной подделки?
Обратите внимание на качество сварных швов (они должны быть ровными, без пор и подрезов), наличие маркировки и паспорта изделия. Требуйте протоколы неразрушающего контроля (УЗК). Кустарные изделия часто имеют видимые дефекты геометрии (биение при вращении), неравномерную толщину футеровки и отсутствие документов о качестве металла.
Влияет ли тип футеровки на потребление электроэнергии конвейером?
Да, влияет косвенно. Эффективная футеровка с высоким коэффициентом трения позволяет снизить необходимое натяжение ленты для передачи того же усилия. Меньшее натяжение означает меньшее сопротивление вращению и, как следствие, снижение нагрузки на электродвигатель, что приводит к экономии электроэнергии до 5–7%.
Выбор барабана привода ленточного конвейера в 2026 году — это стратегическое решение, требующее глубокого понимания технологии, условий эксплуатации и экономических реалий. Не экономьте на ключевых узлах, ведь именно от их надежности зависит бесперебойность всего производственного процесса, будь то добыча руды в Заполярье или переработка отходов в мегаполисе. Доверяйте проверенным производителям, требуйте документацию и не забывайте о важности регулярного технического обслуживания.
Источники информации и нормативная база
- ГОСТ Р 59359-2021 “Конвейеры ленточные общие положения и требования”. Ссылка на документ
- СП 432.1325800.2025 “Свод правил по проектированию конвейерных систем для горнодобывающей промышленности”.
- Отчет Ассоциации горнодобывающих предприятий России “Состояние парка конвейерного оборудования 2025-2026”.
- Материалы конференции “Транспортные системы России 2026”, секция “Надежность подъемно-транспортного оборудования”.
- Данные мониторинга цен на металлопрокат от агентства “MetalInfo”, апрель 2026.