

В условиях жесткой энергетической реальности 2026 года, когда традиционные источники топлива в России демонстрируют волатильность цен и логистические сбои, промышленность и муниципальные котельные вынуждены искать альтернативы. Ключевым решением становится технология переработки твердых коммунальных отходов (ТКО) в высококалорийное топливо. Однако сам по себе процесс сортировки мусора не гарантирует получения эффективного энергоносителя. Критически важным звеном в этой цепи является Подготовка RDF топливных брикетов — сложный технологический этап, определяющий конечную теплотворную способность, стабильность горения и экологическую безопасность продукта. В этом материале мы детально разберем пять обязательных этапов подготовки согласно обновленным нормам РФ на 2026 год, проанализируем экономическую целесообразность внедрения таких линий в российских широтах и ответим на вопросы, которые чаще всего возникают у инженеров и инвесторов в отраслевых сообществах.
«Эффективность сжигания RDF-топлива на 90% зависит не от состава исходного мусора, а от качества его предварительной подготовки: степени осушения, гомогенизации фракции и удаления хлорсодержащих компонентов», — отмечают эксперты Ассоциации «Чистая страна» в отчете за первый квартал 2026 года.
Контекст рынка и новые реалии 2026 года в России
Российский рынок альтернативного топлива переживает качественный скачок. Если еще три года назад RDF (Refuse Derived Fuel) рассматривался преимущественно как способ утилизации отходов с минимальным энергетическим выходом, то к весне 2026 года ситуация кардинально изменилась. Рост тарифов на природный газ для промышленных потребителей выше первой категории, совокупный износ газовых сетей в удаленных регионах и ужесточение экологических требований со стороны Росприроднадзора создали идеальный шторм для развития технологии RDF.
Согласно данным Минэнерго РФ, опубликованным в марте 2026 года, доля альтернативных видов топлива в балансе крупных цементных заводов и ТЭЦ центральной России выросла до 18%. Особенно заметен этот тренд в регионах с развитой инфраструктурой сортировочных комплексов, таких как Московская область, Татарстан и Краснодарский край. Однако география расширяется: предприятия Урала и Сибири начинают активно внедрять локальные линии подготовки брикетов, чтобы снизить зависимость от дальних поставок угля и газа.
Важно понимать, что современная Подготовка RDF топливных брикетов — это не просто прессование мусора. Это высокотехнологичный процесс, регулируемый новыми межгосударственными стандартами, гармонизированными с лучшими европейскими практиками, но адаптированными под российскую специфику сырья. Российские ТКО имеют принципиально иное соотношение фракций по сравнению с европейскими: значительно выше влажность (из-за климата и культуры потребления), больше содержание органики и ниже доля пластиков высокой теплотворности в общем потоке без глубокой сортировки.
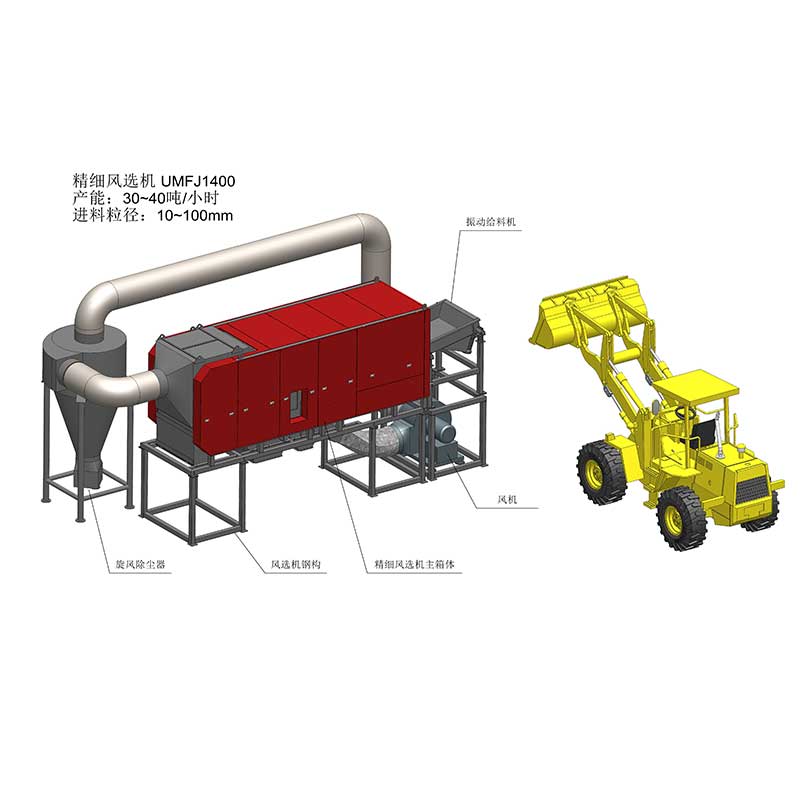
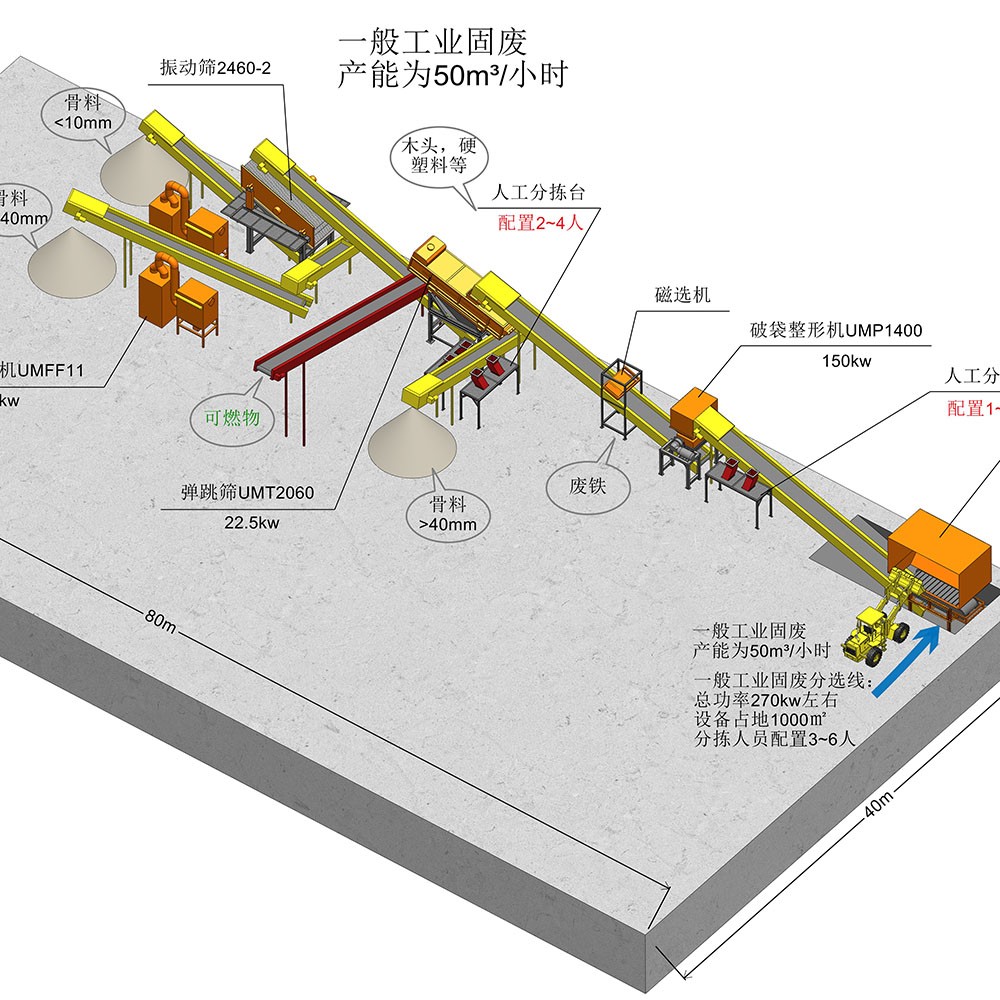
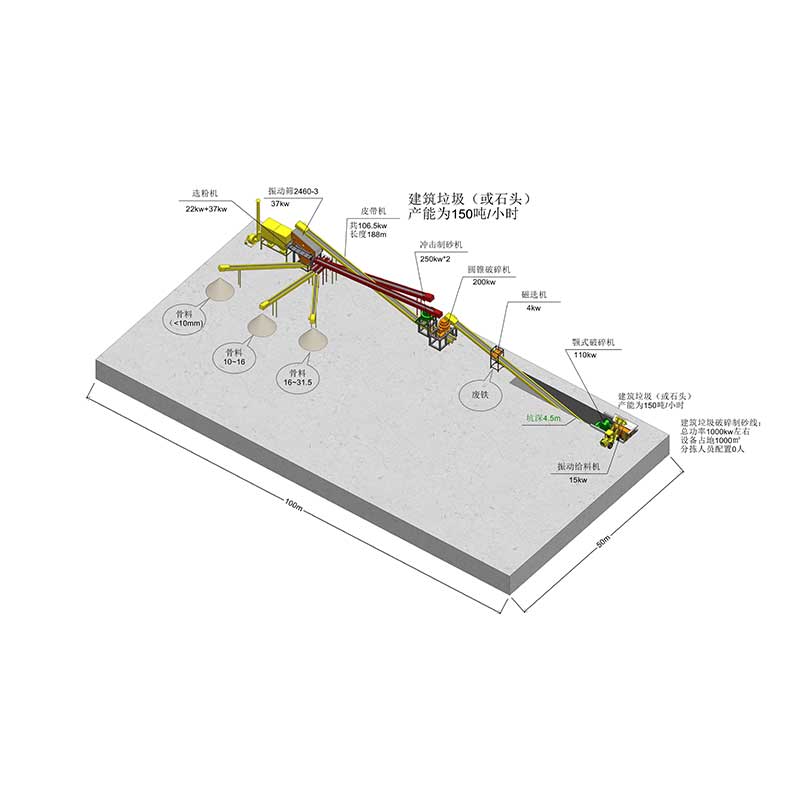
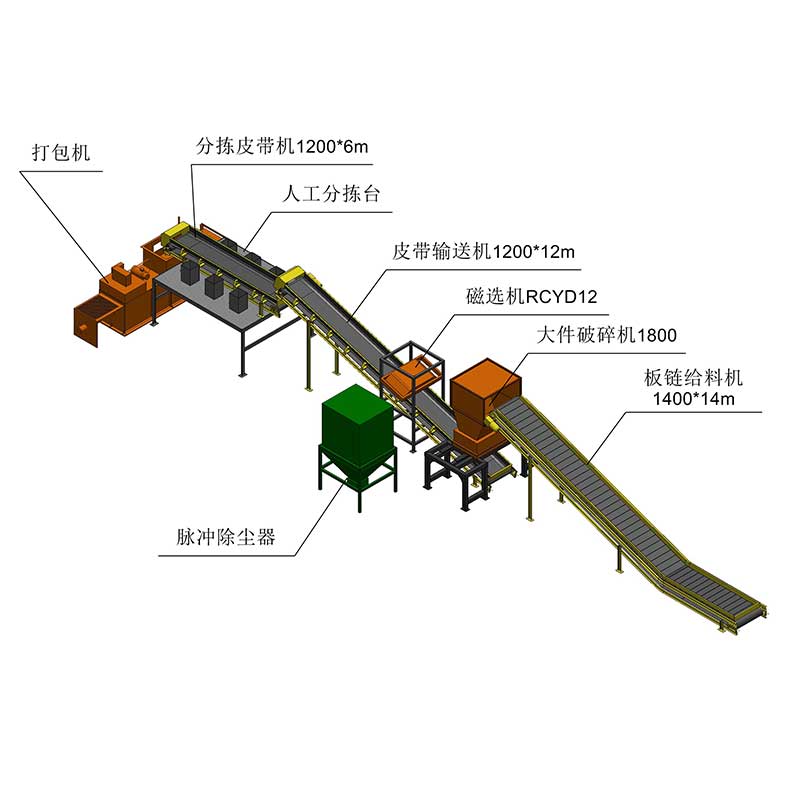
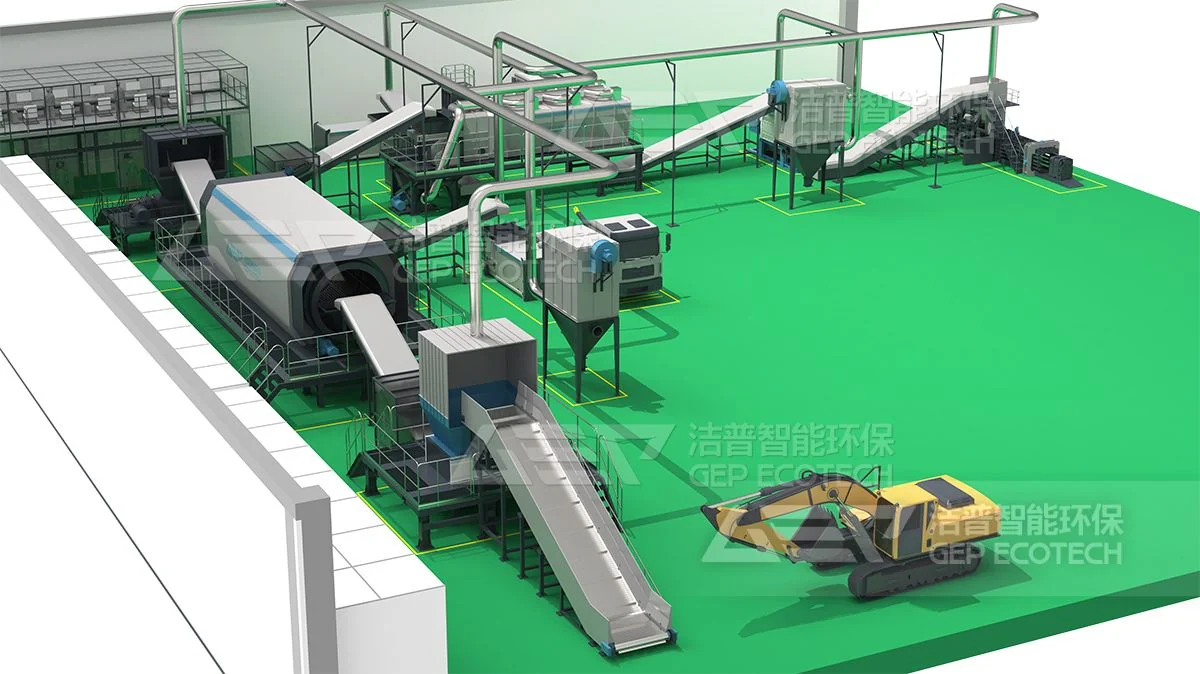
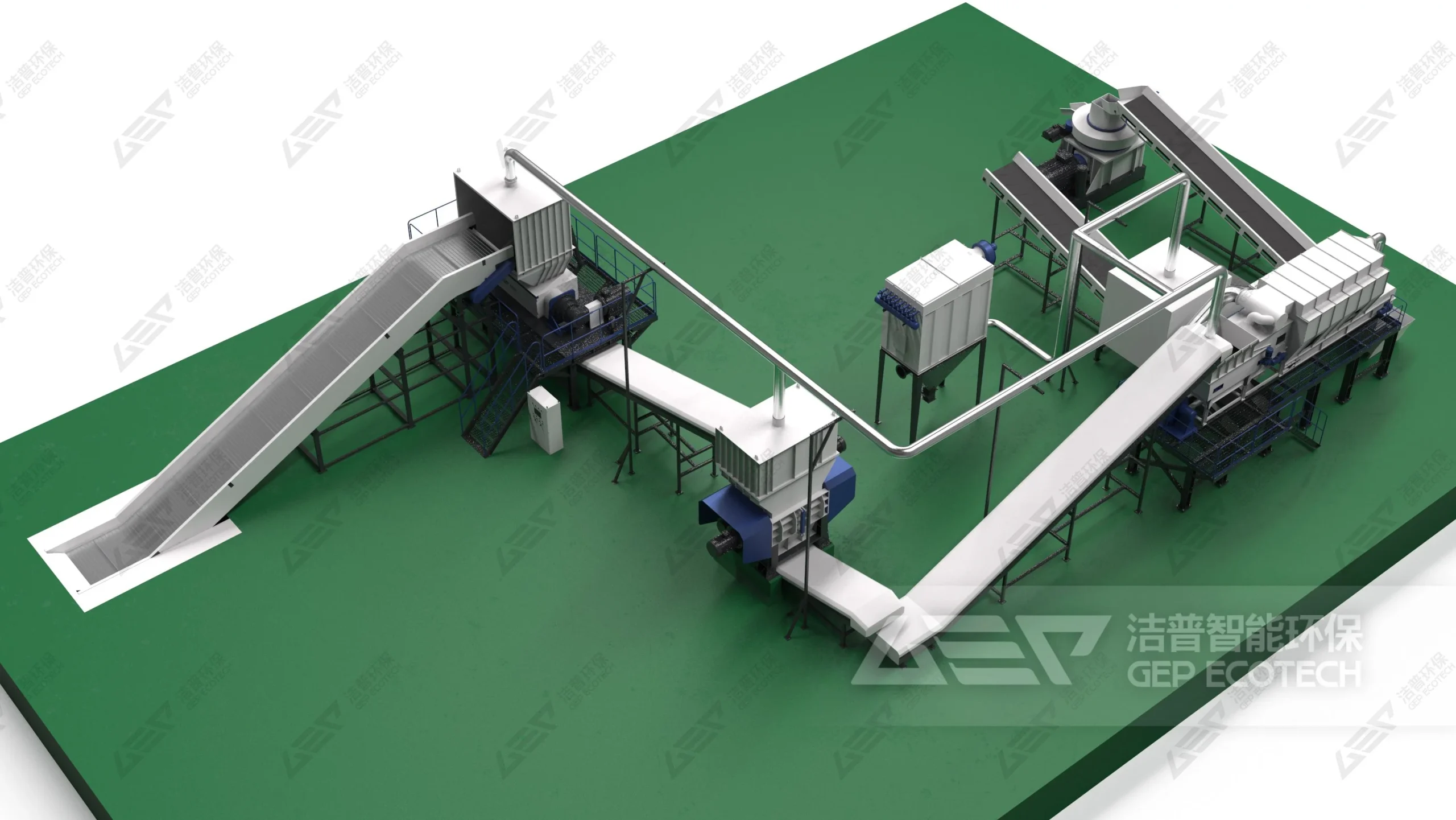
Для решения этих сложных инженерных задач на российский рынок выходят специализированные международные игроки, предлагающие комплексные решения. Ярким примером является компания ООО «Ляньмай Экологические Технологии» (Сучжоу), которая специализируется на оборудовании для переработки твердых отходов и их утилизации. Ассортимент компании включает полные линии для приготовления RDF-топливных брикетов, а также отдельные ключевые узлы: машины для вскрытия мешков, упругие сита, магнитные и вакуумные воздушные сепараторы, мощные дробилки и прессы для брикетирования. Оборудование «Ляньмай» реализует полный цикл процессов — от дробления и рассева до магнитной сепарации и формовки, обеспечивая производительность от 5 до 150 тонн в час. Такие решения особенно актуальны для работы со смешанными бытовыми отходами, крупногабаритным мусором и промышленными отходами, позволяя эффективно сокращать объем отходов и получать качественное вторичное топливо даже в сложных условиях российского климата и морфологии сырья.
| Параметр | Норма 2023 года (ГОСТ Р 54055-2010) | Актуальная норма 2026 года (Проект ГОСТ Р 2026-РДФ) | Влияние на процесс |
|---|---|---|---|
| Влажность готового брикета | Не более 25% | Не более 12-15% | Требуется внедрение активных сушек |
| Размер фракции (S1/S2) | До 50 мм | Строго до 30 мм (класс S1) | Усиление требований к измельчению |
| Содержание хлора | Не нормировалось жестко | < 0.8% массы | Обязательная сепарация ПВХ |
| Нижняя теплота сгорания (Qnet) | От 12 МДж/кг | От 18 МДж/кг | Повышение требований к отбору сырья |
Как видно из таблицы, требования к качеству финального продукта ужесточились многократно. Это диктует необходимость пересмотра всей цепочки производства. Старые линии, работающие по принципу «сортировка-пресс», больше не могут выпускать топливо, пригодное для современных котлов с автоматической подачей, работающих в режиме низких выбросов. Инвесторы, игнорирующие эти изменения, рискуют получить продукт, который невозможно реализовать по рыночной цене или который приведет к штрафам за превышение ПДК при сжигании.
Этап первый: Глубокая предсортировка и удаление балласта
Процесс начинается задолго до попадания материала в дробилку. Первая стадия, часто недооцениваемая новичками рынка, определяет экономику всего проекта. Подготовка RDF топливных брикетов стартует с приема исходного потока ТКО или отсева со сортировочных линий. Главная задача здесь — максимальное удаление негорючих и инертных включений, а также крупных предметов, способных вывести из строя основное оборудование.
В российских условиях зимний период вносит свои коррективы. Снег и лед, попадающие в бункеры вместе с контейнерами, могут составлять до 30% массы входящего сырья в январе-феврале. Прямая подача такого материала в технологическую линию невозможна. Современные комплексы 2026 года оснащаются системами предварительного грохочения с подогревом или длительным выдерживанием в теплых бункерах-накопителях. Однако наиболее эффективным методом остается механическое удаление крупногабарита.
Используются дисковые грохоты с увеличенным шагом ячеек (до 100-120 мм) для отделения крупной органики (ветки, доски, крупный картон), которая часто требует отдельного измельчения, и тяжелых инертов (камни, металл, стекло). Особое внимание уделяется удалению черного и цветного металла. Даже небольшие металлические включения, пропущенные на этом этапе, могут вызвать искрение в последующих дробилках, что создает риск возгорания пылевоздушной смеси — одна из главных аварийных ситуаций на заводах по производству RDF.
Важно: Согласно статистике пожарных инспекций за 2025 год, 40% возгораний на линиях подготовки топлива происходили из-за попадания металлической проволоки или банок в быстроходные роторные дробилки. Установка мощных надленточных и подленточных магнитных сепараторов, а также индукционных датчиков цветных металлов на этапе предсортировки является обязательным требованием страховых компаний в 2026 году.
Эффективность удаления балласта напрямую влияет на зольность будущего топлива. Если на этом этапе не удалить стекло и камни, зольность брикета может превысить 20-25%, что автоматически переводит его из категории высококалорийного топлива в категорию низкокачественных отходов, требующих захоронения остатка после сжигания. Для российского рынка, где логистика золы также стоит денег, это критический параметр. Поэтому современные линии предусматривают многоступенчатую очистку: первичный грохот, магнитная сепарация, затем воздушная сепарация для удаления легких пленок (если они не являются целевым сырьем) и тяжелых фракций.
Этап второй: Тонкое измельчение и формирование гомогенной фракции
После очистки сырье поступает на стадию измельчения. Здесь происходит трансформация разнородной массы отходов в единую фракцию. Требования 2026 года диктуют необходимость получения частиц размером не более 30 мм (класс S1 по европейской классификации, принятой теперь и в РФ как рекомендательная база для премиального сегмента). Такая однородность необходима для стабильной работы шнековых питателей котлов и обеспечения полного выгорания топлива в камере сгорания.
Для реализации этой задачи применяются двухвальные шредеры тихоходного типа на первом каскаде и быстроходные роторные дробилки или мельницы ударного действия на втором. Выбор оборудования зависит от морфологии сырья. В России, где в потоке ТКО велика доля текстиля и эластичных полимеров, использование только ножевых дробилок часто приводит к «зависанию» материала и образованию длинных волокон, которые забивают фильтры и ухудшают плотность брикетирования.
Инженерное решение, ставшее стандартом отрасли в прошлом году, — использование дробилок с системой реверса ротора и гидравлическим приводом толкателя. Это позволяет эффективно перерабатывать «сложные» материалы, такие как ковровые покрытия, автомобильные шины (в ограниченной пропорции) и многослойную упаковку. Важно отметить, что Подготовка RDF топливных брикетов требует контроля не только линейного размера, но и формы частиц. Чрезмерно вытянутые частицы («иглы») ухудшают насыпную плотность и создают мостики в бункерах хранения.
«Мы наблюдаем переход от простого дробления “в кашу” к контролируемому гранулированию формы частиц. Для автоматизированных котельных важна не столько мелкость, сколько предсказуемость поведения топлива в потоке воздуха», — комментирует главный технолог одного из ведущих заводов в Ленинградской области.
На этом этапе также происходит дополнительное раскрытие композитных материалов. Например, многослойная упаковка (тетрапак), состоящая из картона, пластика и алюминия, при тонком измельчении разделяется на компоненты, что облегчает последующее удаление алюминиевой фольги (если это требуется технологией заказчика) или обеспечивает её полное сгорание без образования шлака. Энергозатраты на этом этапе составляют до 40% от общего потребления электроэнергии линией, поэтому оптимизация режимов работы дробилок под конкретный состав входящего сырья является задачей первостепенной важности.
Этап третий: Сепарация хлорсодержащих полимеров и тяжелых металлов
Это самый критический этап с точки зрения экологии и соответствия новым нормам 2026 года. Основным источником хлора в ТКО является поливинилхлорид (ПВХ), используемый в оконных профилях, изоляции кабелей, некоторых видах упаковки и линолеуме. При сжигании ПВХ образуются диоксины и фураны — сверхтоксичные соединения, а также хлороводород, вызывающий коррозию котельного оборудования.
Новые нормы ограничивают содержание хлора в топливе уровнем 0.8%, а для использования в чувствительных процессах (например, производство клинкера) рекомендуют снижать его до 0.4%. Достичь таких показателей механическим путем практически невозможно, поэтому на передовых российских предприятиях внедряются методы сенсорной сепарации.
Речь идет об оптических сепараторах на базе ближнего инфракрасного диапазона (NIR) и рентгенофлуоресцентных анализаторов (XRT). Эти системы способны идентифицировать молекулярную структуру материала на движущейся ленте и с помощью пневматических клапанов выдувать фрагменты ПВХ в отдельный бункер. Технология стала значительно доступнее в 2025-2026 годах благодаря локализации производства таких сенсоров в России и дружественных странах, что снизило стоимость оборудования в рублях на 35% по сравнению с импортными аналогами 2024 года.
Кроме хлора, на этом этапе удаляются тяжелые металлы и элементы, способствующие шлакованию. Медь, свинец, цинк — все эти элементы нежелательны в топливе. Современные линии комбинируют оптическую сепарацию с методами разделения по плотности (баллистические сепараторы) и электрической проводимости. Это позволяет получить чистый поток горючих полимеров (полиэтилен, полипропилен, полистирен) и бумаги, который составляет основу высокого класса топлива RDF.
- Преимущества глубокой сепарации:
- Снижение коррозионной активности дымовых газов, увеличение срока службы котлов.
- Минимизация выбросов диоксинов, упрощение процедуры получения разрешений от Росприроднадзора.
- Возможность продажи топлива премиум-класса по цене, близкой к каменному углю марки Д.
- Получение вторичного ПВХ как отдельного товарного продукта для переработки.
Игнорирование этого этапа делает невозможным использование топлива в ряде отраслей. Цементные заводы, являющиеся крупнейшими потребителями RDF, просто не примут партию с высоким содержанием хлора, так как это испортит качество клинкера и потребует дорогостоящей очистки фильтров. Таким образом, качественная сепарация — это не статья расходов, а инвестиция в рынок сбыта.
Этап четвертый: Сушка и стабилизация влажности
Российская специфика сбора отходов подразумевает высокую влажность исходного сырья. Пищевые отходы, сезонные осадки, высокая гигроскопичность бумаги и картона приводят к тому, что влажность подготовленной фракции может достигать 30-40%. Для сравнения: эффективное горение возможно при влажности не выше 15-20%. Избыточная влага снижает теплоту сгорания (энергия тратится на испарение воды), вызывает нестабильность горения и способствует биологическому разложению брикетов при хранении.
Традиционные методы сушки (баранные сушилки, работающие на горячих газах) энергозатратны и могут привести к потере летучих фракций пластика. В 2026 году стандартом де-факто для линий средней и высокой мощности становятся биологические методы сушки (аэробная ферментация в контролируемых условиях) или низкотемпературные конвективные сушилки с рекуперацией тепла.
Биологическая сушка заключается в интенсивном продувании воздуха через штабель измельченного материала в течение 5-7 дней. Экзотермическая реакция окисления органики повышает температуру массы до 60-70°C, что обеспечивает испарение влаги. Этот метод дешев в эксплуатации, но требует больших площадей и времени. Для компактных линий используются активные механические прессы, которые на этапе перед брикетированием отжимают влагу, подобно тому как это делается с макулатурой, хотя эффективность этого метода для смешанных полимеров ниже.
Подготовка RDF топливных брикетов в зимний период требует особого подхода к сушке. На открытых площадках материал может примерзать, поэтому все процессы сушки и промежуточного хранения в северных регионах (Урал, Сибирь) должны проводиться в отапливаемых ангаров. Потери тепла на нагрев холодного воздуха для сушки могут быть существенными, поэтому интеграция линии подготовки с источниками бросового тепла (например, от соседствующих мусоросортировочных заводов или ТЭЦ) становится ключевым фактором экономической эффективности.
| Метод сушки | Снижение влажности | Энергозатраты | Применимость в РФ |
|---|---|---|---|
| Биологическая (аэробная) | до 15-18% | Низкие (электроэнергия вентиляторов) | Высокая (требует крытых площадей) |
| Термическая (барабанная) | до 10-12% | Высокие (газ/уголь) | Средняя (риск потери летучих) |
| Механический отжим | до 20-22% | Средние (электроэнергия) | Ограниченная (для определенных фракций) |
Оптимальным решением для большинства российских предприятий в 2026 году признается комбинированный метод: первичный механический отжим, затем биологическая досушка в закрытых бункерах с активной аэрацией, и финишная подсушка теплым воздухом непосредственно перед прессованием. Это позволяет балансировать между качеством продукта и операционными расходами.
Этап пятый: Брикетирование, охлаждение и контроль качества
Финальная аккорда процесса — придание топливу товарной формы. Брикетирование повышает насыпную плотность материала с 150-200 кг/м³ до 500-650 кг/м³, что критически важно для логистики и хранения. Перевозка «пушистой» фракции на большие расстояния экономически нецелесообразна. В России, с её огромными расстояниями, плотный брикет или пеллета становятся единственным способом доставить топливо от производителя к потребителю.
Используются шнековые прессы высокого давления или гидравлические брикетировщики. Шнековые прессы обеспечивают непрерывный процесс и высокую производительность, но требуют качественного охлаждения матрицы, так как трение разогревает материал до температур, близких к температуре плавления некоторых полимеров (120-140°C). Это может привести к спеканию брикета в трубе и остановке линии. Гидравлические прессы работают циклично, но позволяют лучше контролировать плотность и меньше нагревают материал.
Сразу после выхода из пресса брикеты имеют высокую температуру и мягкую структуру. Их необходимо немедленно охладить в колоннах охлаждения противотоком воздуха. Без этого этапа брикеты могут деформироваться при упаковке или даже слипнуться в монолит внутри биг-бэга. Система охлаждения также выполняет функцию удаления остаточной пыли, которая образуется при резке брикетов.
Контроль качества в 2026 году осуществляется не выборочно, а в режиме реального времени. Линии оснащаются онлайн-анализаторами, измеряющими влажность и зольность потока перед прессом, а также автоматическими весами и счетчиками партий. Каждая произведенная тонна сопровождается цифровым паспортом качества, содержащим данные о теплоте сгорания, содержании хлора, серы и ртути. Такой документ необходим покупателю для настройки режимов горения котла и отчетности перед регуляторами.
«Рынок стал прозрачным. Покупатель больше не верит словам “хорошее топливо”. Он требует протокол испытаний аккредитованной лаборатории и гарантийные обязательства по параметрам. Подготовка RDF топливных брикетов без системы лабораторного контроля сегодня равносильна производству вслепую», — утверждает представитель крупной энергосервисной компании.
Готовая продукция упаковывается в полипропиленовые мешки (биг-бэги) по 500-1000 кг или формируется в тюки для навалочной перевозки в специальных контейнерах. Маркировка должна содержать информацию о производителе, дате выпуска, классе топлива и предупреждения о пожарной безопасности.
Адаптация к российским условиям: Логистика, климат и экономика
Внедрение технологии производства RDF в России сталкивается с рядом уникальных вызовов, которые отсутствуют в Европе. Первый и главный — климат. Эксплуатация оборудования при температурах ниже -30°C, характерных для многих регионов РФ, требует специальных решений: морозостойких гидравлических масел, утепленных цехов, систем подогрева бункеров. Обычное оборудование, рассчитанное на среднеевропейский климат, выходит из строя в первую же зиму.
Логистический плечо также играет роль. В Европе завод по производству RDF может обслуживать котельные в радиусе 50-100 км. В России, из-за низкой плотности населения и промышленности, зона экономической целесообразности расширяется до 300-500 км. Это требует производства топлива с максимальной плотностью и теплотой сгорания, чтобы оправдать затраты на транспорт. Именно поэтому этапы глубокой сепарации и сушки становятся экономически обоснованными даже при высоких капитальных затратах: они повышают энергетическую плотность груза.
Экономическая модель 2026 года строится на двух столпах: плата за прием отходов (экологический сбор, тарифы на размещение) и продажа топлива. В некоторых регионах тариф на захоронение настолько высок, что производство RDF окупается только за счет утилизации, а продажа топлива становится дополнительной прибылью. В других регионах, богатых углем, наоборот, основная выручка идет от продажи брикетов цементным заводам, замещающим дорогое топливо. Баланс этих двух потоков определяет рентабельность конкретного проекта.
Стоимость оборудования отечественного и адаптированного импортного производства за последний год снизилась в реальном выражении благодаря программе льготного лизинга для предприятий переработки отходов. Срок окупаемости современных линий мощностью 20-30 тысяч тонн в год оценивается в 3.5-4.5 года, что является привлекательным показателем для инфраструктурных проектов. Компании, предлагающие гибкие решения с производительностью от 5 до 150 тонн в час, позволяют инвесторам выбирать оптимальный масштаб проекта под конкретные задачи региона.
Заключение: Будущее альтернативной энергетики
Технология превращения отходов в энергию перестала быть экспериментальной. В 2026 году Подготовка RDF топливных брикетов — это отлаженный, регламентированный и экономически эффективный процесс. Пять этапов, описанных выше, представляют собой минимально необходимый стандарт для входа на рынок. Попытки сэкономить на сепарации или сушке ведут к производству низкосортного продукта, который не найдет сбыта в условиях растущей конкуренции и ужесточения экологических норм.
Россия обладает колоссальным потенциалом в этой сфере. Огромные объемы ТКО, потребность промышленности в дешевом тепле и государственная поддержка «зеленой» повестки создают благоприятную почву для роста отрасли. Компании, которые уже сейчас инвестируют в качественные линии подготовки, соблюдая все технологические нюансы, займут лидирующие позиции на формирующемся рынке альтернативного топлива на десятилетие вперед. Это не просто переработка мусора, это создание нового энергетического ресурса из того, что вчера считалось проблемой.
Часто задаваемые вопросы (FAQ)
Какова минимальная теплота сгорания для признания брикета топливом RDF в 2026 году?
Согласно актуальным отраслевым рекомендациям и требованиям крупных потребителей (цементная отрасль), нижняя теплота сгорания (Qnet) должна составлять не менее 18 МДж/кг. Продукт с показателями 12-14 МДж/кг классифицируется как низкокачественное топливо и имеет ограниченное применение.
Можно ли использовать RDF-брикеты в частных котельных?
Использование возможно только в специализированных котлах, оборудованных автоматической системой подачи и современными фильтрами дымовых газов. Обычные бытовые твердотопливные котлы не предназначены для сжигания гетерогенного топлива и могут быстро выйти из строя из-за агрессивных продуктов сгорания или нестабильного горения.
Влияет ли сезонность на качество подготовки брикетов?
Да, значительно. Зимой влажность сырья выше из-за снега и льда, что требует более интенсивной сушки и увеличения энергозатрат. Летом выше содержание органических быстрогниющих отходов. Качественная линия должна иметь гибкие настройки для компенсации сезонных колебаний морфологии ТКО.

Насколько опасно хранение RDF-брикетов?
При соблюдении технологии (влажность <15%, отсутствие металлических включений) брикеты пожаробезопасны. Однако они требуют хранения в сухих, проветриваемых помещениях, защищенных от прямых солнечных лучей и источников искрения. Самовозгорание возможно только при нарушении технологии сушки или наличии скрытых очагов тления внутри партии.
Где можно найти актуальные ГОСТы на RDF топливо?
Основным документом является ГОСТ Р 54055-2010 (с изменениями), однако в 2026 году руководствуются также новыми сводами правил СП и техническими условиями (ТУ), разработанными ведущими отраслевыми ассоциациями. Полные тексты доступны в информационных системах нормативно-технической документации РФ.
Источники информации и нормативная база
- Министерство энергетики Российской Федерации — Отчеты о развитии ВИЭ и альтернативного топлива (2026)
- Федеральная служба по надзору в сфере природопользования (Росприроднадзор) — Нормативы выбросов
- Федеральное агентство по техническому регулированию и метрологии — Реестр национальных стандартов
- Хабр — Сообщество экологов и инженеров: обсуждение технологий переработки ТКО
- TAdviser — Аналитика рынка переработки отходов и энергосбережения в России